
অ্যালুমিনিয়াম কাস্টিং গাইড
কি আছে অ্যালুমিনিয়াম ঢালাই প্রকল্পগুলি - এবং কেন তারা আধুনিক উত্পাদনে আধিপত্য বিস্তার করে
অ্যালুমিনিয়াম কাস্টিং প্রকল্পগুলি ছোট শখের বাড়ির উঠোন থেকে শুরু করে মহাকাশ এবং স্বয়ংচালিত সেক্টরের জন্য উচ্চ-আয়তনের শিল্প উত্পাদন পর্যন্ত সমস্ত কিছুকে বিস্তৃত করে। সংক্ষিপ্ত উত্তর: অ্যালুমিনিয়াম ঢালাই হল সবচেয়ে বহুমুখী, ব্যয়-কার্যকর, এবং স্কেলযোগ্য ধাতু তৈরির পদ্ধতিগুলির মধ্যে একটি যা আজ উপলব্ধ, এবং কার্যকরী প্রকল্পগুলির পরিসর — শোভাময় বাগানের ভাস্কর্য থেকে কাঠামোগত ইঞ্জিন ব্লক পর্যন্ত — প্রকৃতপক্ষে বিশাল। যদি আপনি মূল্যায়ন করেন যে একটি অ্যালুমিনিয়াম ঢালাই পদ্ধতি আপনার অ্যাপ্লিকেশনের সাথে খাপ খায় কিনা, উত্তরটি প্রায় সবসময়ই হ্যাঁ হয়, যদি আপনি আপনার জ্যামিতি, সহনশীলতার প্রয়োজনীয়তা এবং উৎপাদনের পরিমাণের জন্য সঠিক কাস্টিং প্রক্রিয়াটি বেছে নেন।
অ্যালুমিনিয়ামের ঘনত্ব মোটামুটিভাবে বসে 2.7 গ্রাম/সেমি³ , স্টিলের এক-তৃতীয়াংশেরও কম, তথাপি আধুনিক অ্যালুমিনিয়াম অ্যালয়গুলি 500 MPa-এর উপরে প্রসার্য শক্তিতে পৌঁছায়। সেই শক্তি-থেকে-ওজন অনুপাতই অ্যালুমিনিয়াম ঢালাইকে অনেক চাহিদাপূর্ণ সেক্টরে ঠেলে দিয়েছে। বিশ্বব্যাপী অ্যালুমিনিয়াম ঢালাই বাজার প্রায় মূল্যবান ছিল 2023 সালে USD 67.5 বিলিয়ন এবং 2030 সালের মধ্যে USD 95 বিলিয়ন ছাড়িয়ে যাওয়ার পূর্বাভাস দেওয়া হয়েছে, গ্র্যান্ড ভিউ রিসার্চ দ্বারা প্রকাশিত তথ্য অনুসারে - একটি যৌগিক বার্ষিক বৃদ্ধির হার যা মূলত বৈদ্যুতিক যান (EV) গ্রহণ এবং পরিবহন শিল্প জুড়ে লাইটওয়েটিং ম্যান্ডেট দ্বারা চালিত।
এই নিবন্ধটি সম্পূর্ণ ল্যান্ডস্কেপ কভার করে: প্রধান ঢালাই প্রক্রিয়া, নির্দিষ্ট ধরণের প্রকল্পের জন্য সেরা অ্যালুমিনিয়াম অ্যালয়, ত্রুটিগুলি প্রতিরোধ করে এমন নকশার নিয়ম, উত্পাদন ডেটা সহ বাস্তব-বিশ্বের প্রকল্পের উদাহরণ, ফিনিশিং কৌশল, এবং খরচ এবং সীসা সময়ের প্রত্যাশার প্রতি সৎ চেহারা। আপনি প্রথম বালি ঢালাইয়ের পরিকল্পনা করছেন এমন একজন নির্মাতা বা ডাই কাস্টিং টুলিংয়ের মূল্যায়নকারী পণ্য প্রকৌশলী, নীচের তথ্যগুলি অবিলম্বে উপযোগী হওয়ার জন্য সংগঠিত করা হয়েছে৷
পাঁচটি কোর অ্যালুমিনিয়াম কাস্টিং প্রসেস - পাশাপাশি তুলনা করা হয়
যেকোন অ্যালুমিনিয়াম ঢালাই প্রকল্পে সঠিক প্রক্রিয়া নির্বাচন করা একক সবচেয়ে ফলপ্রসূ সিদ্ধান্ত। প্রতিটি পদ্ধতি টুলিং খরচ, পৃষ্ঠ ফিনিস, মাত্রিক সহনশীলতা, ন্যূনতম প্রাচীর বেধ, এবং অর্থনৈতিক ক্রম পরিমাণের একটি ভিন্ন ভারসাম্য অফার করে। নীচের টেবিলটি ব্যবহারিক ট্রেডঅফগুলিকে পাতিত করে।
| প্রক্রিয়া | টুলিং খরচ | সারফেস ফিনিশ (রা) | সহনশীলতা (সাধারণ) | সেরা ভলিউম রেঞ্জ | মিন. প্রাচীর বেধ |
|---|---|---|---|---|---|
| বালি ঢালাই | কম ($500–$5,000) | 12-25 µm | ±0.5–1.5 মিমি | 1-5,000 পিসি | 3-5 মিমি |
| স্থায়ী ছাঁচ (মাধ্যাকর্ষণ ডাই) | মাঝারি ($5,000–$30,000) | 3-6 µm | ±0.25–0.5 মিমি | 1,000-50,000 পিসি | 2-3 মিমি |
| উচ্চ-চাপ ডাই কাস্টিং (HPDC) | উচ্চ ($20,000–$200,000) | 1-2 µm | ±0.05–0.15 মিমি | 10,000-1,000,000 পিসি | 0.8-1.5 মিমি |
| ইনভেস্টমেন্ট কাস্টিং (লোস্ট ওয়াক্স) | মাঝারি-উচ্চ ($3,000–$50,000) | 1.5-3 µm | ±0.1–0.25 মিমি | 100-20,000 পিসি | 1-2 মিমি |
| হারিয়ে ফেনা ঢালাই | নিম্ন-মাঝারি ($1,000–$15,000) | 5-10 µm | ±0.3–0.8 মিমি | 500-30,000 পিসি | 2-4 মিমি |
বালি ঢালাই: কাস্টম অ্যালুমিনিয়াম প্রকল্পের জন্য প্রবেশ বিন্দু
কাস্টম, লো-ভলিউম বা প্রোটোটাইপ কাজের জন্য বালি ঢালাই সবচেয়ে অ্যাক্সেসযোগ্য অ্যালুমিনিয়াম ঢালাই পদ্ধতি। সবুজ বালি (সিলিকা বালি, বেন্টোনাইট কাদামাটি এবং আর্দ্রতার মিশ্রণ) একটি কাঠ বা ইউরেথেন প্যাটার্নের চারপাশে প্যাক করা হয়, প্যাটার্নটি সরানো হয়, এবং গলিত অ্যালুমিনিয়াম - সাধারণত 660-720 ডিগ্রি সেন্টিগ্রেডে - গহ্বরে ঢেলে দেওয়া হয়। ডাই কাস্টিং এর তুলনায় সাইকেল টাইম ধীর, কিন্তু মূলত কোন উপরের সাইজের সীমা নেই। Defiance, Ohio-এ GM কাস্টিং প্ল্যান্ট, স্বয়ংক্রিয় ম্যাচপ্লেট ছাঁচনির্মাণ লাইন ব্যবহার করে প্রতিটি 40 কেজি ওজনের বালি-কাস্ট অ্যালুমিনিয়াম ইঞ্জিন ব্লকগুলি ঢেলে দেয় - সঠিকভাবে টুল করা হলে বালি ঢালাইয়ের স্কেল শখের ব্যবহারের বাইরে।
বাড়ির পিছনের দিকের উঠোন ফাউন্ড্রি প্রকল্পের জন্য, সবুজ বালি মেশানো এবং পুনরায় ব্যবহার করার জন্য সস্তা। একটি মৌলিক দুই-অংশের ফ্লাস্ক সেটআপ A356 বা 319-এর মতো অ্যালয় দিয়ে চমৎকার ফলাফল দিতে পারে। গুরুত্বপূর্ণ পরিবর্তনশীল হল আর্দ্রতা: খুব বেশি ভেজা বাষ্পের ছিদ্র তৈরি করে; খুব শুষ্ক পতন লক্ষ্য মোটামুটি ওজন দ্বারা 2-4% আর্দ্রতা , সহজেই একটি চিমটি পরীক্ষা দিয়ে পরীক্ষা করা হয়।
উচ্চ-চাপ ডাই কাস্টিং: ভলিউম, স্পষ্টতা, এবং পাতলা দেয়াল
এইচপিডিসি গলিত অ্যালুমিনিয়ামের চাপে একটি শক্ত ইস্পাত ডাইতে ইনজেক্ট করে 10-175 MPa , মিলিসেকেন্ডে গহ্বর ভরাট। প্রক্রিয়াটি ব্যতিক্রমীভাবে দ্রুত — মাঝারি-জটিল অংশগুলির জন্য 30-120 সেকেন্ডের চক্রের সময় সাধারণ — এবং অপ্টিমাইজ করা ডিজাইনে 0.8 মিমি পর্যন্ত প্রাচীরের বেধের কাছাকাছি-নেট-আকৃতির অংশগুলি তৈরি করে। স্বয়ংচালিত খাত প্রভাবশালী ব্যবহারকারী। অ্যালুমিনিয়াম অ্যাসোসিয়েশন অনুযায়ী, প্রায় সমস্ত স্বয়ংচালিত অ্যালুমিনিয়াম ঢালাইয়ের 75% HPDC এর মাধ্যমে উত্পাদিত হয়, যার মধ্যে রয়েছে ইঞ্জিন ক্র্যাঙ্ককেস, ট্রান্সমিশন হাউজিং এবং ক্রমবর্ধমানভাবে, 9,000 টন পর্যন্ত ক্ল্যাম্পিং ফোর্স সহ মেগা-কাস্টিং মেশিন (গিগা প্রেস) দ্বারা উত্পাদিত বড় কাঠামোগত উপাদান, একটি প্রযুক্তি যা টেসলা দ্বারা অগ্রণী এবং এখন টয়োটা, ভলভো এবং অন্যান্যদের দ্বারা গৃহীত হয়েছে৷
এইচপিডিসি-র প্রধান ট্রেডঅফ হল ছিদ্রতা: দ্রুত ভরাটের সময় বায়ু আটকে পড়া মাইক্রোস্কোপিক শূন্যতা তৈরি করে যা কাঠামোগত অখণ্ডতার সাথে আপস করতে পারে এবং তাপ চিকিত্সা প্রতিরোধ করতে পারে। ভ্যাকুয়াম-অ্যাসিস্টেড ডাই কাস্টিং (VADC) এটিকে উল্লেখযোগ্যভাবে হ্রাস করে, T6 তাপ চিকিত্সা সক্ষম করে এবং 300 MPa এর উপরে প্রসার্য শক্তি এমনকি সেকেন্ডারি সিলিকন অ্যালয় দিয়েও ঠেলে দেয়।
অ্যালুমিনিয়াম ঢালাই সংকর ধাতু - প্রকল্পের প্রয়োজনীয়তার সাথে মিলিত উপাদান
সমস্ত অ্যালুমিনিয়াম খাদ একই ভাবে ঢালা বা সঞ্চালন করে না। কাস্টিং অ্যালুমিনিয়াম অ্যালয়গুলিকে একটি চার-সংখ্যার সিস্টেম দ্বারা মনোনীত করা হয় (যেমন, A380, A356, 319) যা তাদের প্রাথমিক অ্যালোয়িং উপাদান এবং গঠন নির্দেশ করে। সংকর ধাতুর পছন্দ তরলতা, গরম-টিয়ার প্রতিরোধ, যান্ত্রিক শক্তি, ক্ষয় প্রতিরোধ ক্ষমতা এবং মেশিনযোগ্যতাকে প্রভাবিত করে — এগুলি সমস্তই খাদ পরিবারের মধ্যে উল্লেখযোগ্যভাবে পরিবর্তিত হয়।
A380
A380 — সর্ব-উদ্দেশ্য HPDC ওয়ার্কহরস
A380 (Al-Si8.5Cu3.5) ওভার জন্য অ্যাকাউন্ট সমস্ত অ্যালুমিনিয়াম ডাই ঢালাইয়ের 85% উত্তর আমেরিকায়, অ্যালুমিনিয়াম অ্যাসোসিয়েশন অনুসারে। এর উচ্চ সিলিকন সামগ্রী (7.5-9.5%) চমৎকার তরলতা এবং ন্যূনতম সংকোচন দেয়, যখন তামার সংযোজন প্রসার্য শক্তিকে 317 MPa-এ ঢালাই করে। অ্যানোডাইজিংয়ের জন্য উপযুক্ত নয় (তামার উপাদান দাগের কারণ হয়), তবে পাউডার কোট এবং পেইন্ট ব্যতিক্রমীভাবে নেয়। ইলেকট্রনিক্স ঘের, স্বয়ংচালিত বন্ধনী, পাওয়ার টুল হাউজিং এবং বায়ুসংক্রান্ত ম্যানিফোল্ডের জন্য ব্যবহৃত হয়।
A356
A356 — কাঠামোগত এবং চেহারা খাদ
A356 (Al-Si7Mg0.3) হল বালি এবং স্থায়ী ছাঁচ প্রকল্পের জন্য আদর্শ পছন্দ যেখানে T6 তাপ চিকিত্সার পরিকল্পনা করা হয়েছে। 538 ডিগ্রি সেলসিয়াসে সমাধান এবং 154 ডিগ্রি সেন্টিগ্রেডে কৃত্রিম বার্ধক্যের চিকিত্সা করার পরে, A356-T6 এর প্রসার্য শক্তি সরবরাহ করে 262 MPa এবং 186 MPa এর ফলন শক্তি — কাস্ট মানগুলির তুলনায় যথেষ্ট ভাল। কম কপার কন্টেন্ট মানে এটি পরিষ্কারভাবে অ্যানোডাইজ করে, এটি আর্কিটেকচারাল কাস্টিং, লাইটিং ফিক্সচার, আফটার মার্কেট হুইল এবং অ্যারোস্পেস হাউজিংয়ের জন্য জনপ্রিয় করে তোলে। মেরামত বা বানোয়াট কাজের জন্য খাদটির চমৎকার জোড়যোগ্যতা একটি গৌণ সুবিধা।
319
319 — অটোমোটিভ এবং জেনারেল ইঞ্জিনিয়ারিং
319 (Al-Si6Cu3.5) হল স্যান্ড-কাস্ট ইঞ্জিন উপাদানগুলির জন্য ঐতিহ্যগত পছন্দ — সিলিন্ডার হেড, ইনটেক ম্যানিফোল্ড এবং ট্রান্সমিশন কেস। এর তামার উপাদান উন্নত তাপমাত্রায় ভাল শক্তি দেয়, যা অপারেটিং পরিবেশ 150 ডিগ্রি সেলসিয়াস অতিক্রম করলে গুরুত্বপূর্ণ। ফোর্ড, জিএম, এবং ক্রাইসলার কয়েক দশক ধরে পুশরোড এবং ওএইচসি ইঞ্জিন হেডগুলিতে 319-ফ্যামিলি অ্যালয় ব্যবহার করেছে। খাদ মেশিন পরিষ্কারভাবে এবং কঠোর অ্যানোডাইজিং যুক্তিসঙ্গতভাবে গ্রহণ করে যদি তামার সামগ্রী স্পেসিফিকেশনের নীচের প্রান্তে নিয়ন্ত্রিত হয়।
535
535 (আলমাগ 35) — সামুদ্রিক এবং জারা-প্রতিরোধী প্রকল্প
নোনা জল বা উচ্চ-আদ্রতা পরিবেশের সংস্পর্শে আসা প্রকল্পগুলির জন্য - সামুদ্রিক হার্ডওয়্যার, উপকূলীয় স্থাপত্য উপাদান, রাসায়নিক প্রক্রিয়াকরণ সরঞ্জাম - 535 (Al-Mg6.8) ব্যতিক্রমী জারা প্রতিরোধ, ভাল ওয়েল্ডেবিলিটি এবং অ্যানোডাইজ করার পরে একটি প্রাকৃতিক উজ্জ্বল ফিনিস প্রদান করে। এর নিম্ন সিলিকন বিষয়বস্তু ঢালাই করা আরও কঠিন করে তোলে (উচ্চতর গরম-টিয়ার সংবেদনশীলতা) এবং সতর্ক গেটিং ডিজাইন এবং নিয়ন্ত্রিত ঢালা তাপমাত্রার দাবি করে। কাস্ট হিসাবে প্রসার্য শক্তি প্রায় 240 MPa , তাপ চিকিত্সার প্রয়োজন ছাড়া A356-T6 এর সাথে তুলনীয়।
শিল্প জুড়ে বাস্তব-বিশ্ব অ্যালুমিনিয়াম কাস্টিং প্রকল্পের উদাহরণ
সক্রিয় উত্পাদনে অ্যালুমিনিয়াম ঢালাই প্রকল্পগুলির প্রস্থ বেশিরভাগ লোকেরা উপলব্ধি করার চেয়ে বিস্তৃত। নীচের উদাহরণগুলি শখ, শিল্প, স্থাপত্য এবং ভোক্তা পণ্যের প্রসঙ্গগুলিকে কভার করে, প্রতিটি প্রাসঙ্গিক প্রক্রিয়া এবং খাদ ডেটা সহ।
01
বাড়ির পিছনের দিকের ফাউন্ড্রি: স্যান্ড-কাস্ট অ্যালুমিনিয়াম ছুরি গার্ড এবং বলস্টার
নির্মাতা সম্প্রদায়ের একটি জনপ্রিয় এন্ট্রি-লেভেল অ্যালুমিনিয়াম কাস্টিং প্রকল্পের মধ্যে রয়েছে বালি-কাস্টিং ছুরি গার্ড, ফিঙ্গার গার্ড এবং কাস্টম ব্লেডের জন্য বোলস্টার। অংশগুলি ছোট (সাধারণত 50 গ্রামের কম), জ্যামিতিকভাবে সহজ, এবং সবুজ বালি ঢালাইয়ের সাধারণ পৃষ্ঠের রুক্ষতা সহ্য করে। A356 বা স্ক্র্যাপ পিস্টন (প্রায়ই 4032 খাদ) ভাল কাজ করে। গলিত তাপমাত্রায় রাখা উচিত 700–730°C অতিরিক্ত গ্যাস শোষণ ছাড়া সম্পূর্ণ ভরাট নিশ্চিত করতে. 120-গ্রিট থেকে 600-গ্রিট ভেজা-এবং-শুকনো স্যান্ডপেপার দিয়ে সমাপ্তি এবং তারপরে বাফিং-এর পরে তাপ চিকিত্সা ছাড়াই একটি কাছাকাছি-আয়নার চেহারা অর্জন করে।
02
আর্কিটেকচারাল অ্যালুমিনিয়াম কাস্টিং: কলাম ক্যাপ, রেলিং এবং শোভাময় প্যানেল
আর্কিটেকচারাল অ্যালুমিনিয়াম ঢালাই প্রকল্পগুলির একটি দীর্ঘ ইতিহাস রয়েছে — ওয়াশিংটন মনুমেন্টের অ্যালুমিনিয়াম ক্যাপ, 1884 সালে ইনস্টল করা হয়েছে, এটি যথার্থ অ্যালুমিনিয়াম ঢালাইয়ের প্রাচীনতম নথিভুক্ত ব্যবহারগুলির মধ্যে একটি। আধুনিক স্থাপত্য প্রকল্পগুলি A356 বা 535 অ্যালয় সহ স্থায়ী ছাঁচ বা বালি ঢালাই ব্যবহার করে। সাধারণ অ্যাপ্লিকেশনগুলির মধ্যে রয়েছে শোভাময় সিঁড়ির রেলিং, আলংকারিক কলামের ক্যাপিটাল, বিল্ডিং ফ্যাসাড প্যানেল এবং কাস্টম দরজার হার্ডওয়্যার। অ্যানোডাইজিং — বিশেষ করে হার্ড-কোট অ্যানোডাইজিং 25-50 µm — টেকসই, কম রক্ষণাবেক্ষণের জারা সুরক্ষা প্রদান করে যা ডিজাইনের বৈশিষ্ট্যের সাথে মেলে রঙিন হতে পারে। উপসাগরীয় উপকূল অঞ্চলের বেশ কিছু নির্মাতারা সীসা সময়ের সাথে বালি-ঢালাই স্থাপত্য উপাদান সরবরাহ করে কাস্টম প্যাটার্নের জন্য 4-8 সপ্তাহ .
03
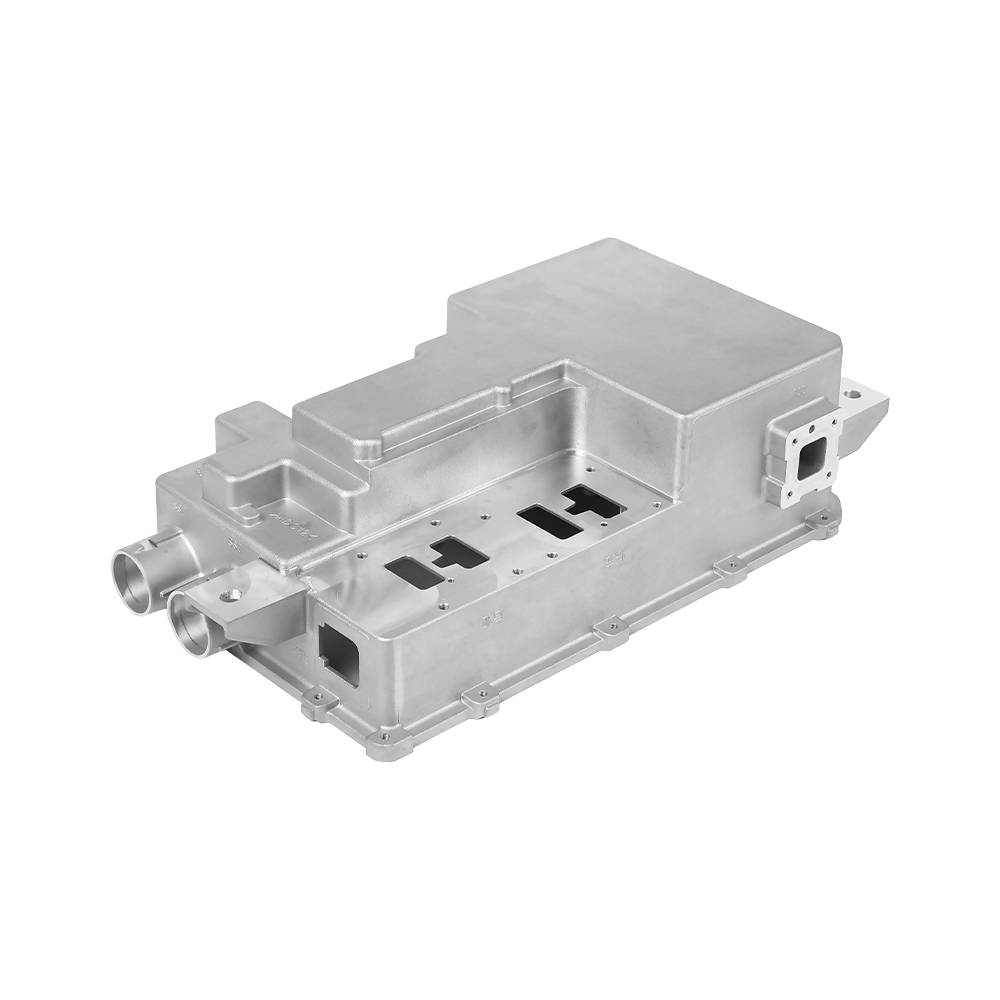
স্বয়ংচালিত: এইচপিডিসি ইঞ্জিন ব্লক এবং স্ট্রাকচারাল কাস্টিং
আধুনিক কমপ্যাক্ট গাড়ির ইঞ্জিনগুলি প্রায় সর্বজনীনভাবে অ্যালুমিনিয়াম খাদ ব্লক ব্যবহার করে। BMW N52 ইনলাইন-সিক্স, 2004 সালে প্রবর্তিত, একটি কাস্ট অ্যালুমিনিয়াম বেডপ্লেট এবং একটি A380-ডেরিভেটিভ ক্র্যাঙ্ককেস সহ একটি ম্যাগনেসিয়াম-অ্যালুমিনিয়াম যৌগিক ব্লক ব্যবহার করে - একটি নকশা যা শেভ করা হয় 10 কেজি আগের আয়রন-ব্লক ইঞ্জিন থেকে। সমসাময়িক EV ব্যাটারি ট্রে স্ট্রাকচার, যেমন রিভিয়ান এবং হুন্ডাই আইওনিক প্ল্যাটফর্মে ব্যবহার করা হয়, হল মাল্টি-ক্যাভিটি HPDC অ্যালুমিনিয়াম কাস্টিং যাতে ইন্টিগ্রেটেড কুলিং চ্যানেল রয়েছে, যা একটি একক নেট-আকৃতির কাস্টিং-এ সাতটি পূর্বে পৃথক স্ট্যাম্প-এবং-ঢালাই করা অংশকে একত্রিত করে। এই একত্রীকরণ সমাবেশের সময়কে হ্রাস করে এবং সমতুল্য ইস্পাত নির্মাণের তুলনায় প্রায় 30% কম ভরে কাঠামোগত অনমনীয়তা উন্নত করে।
04
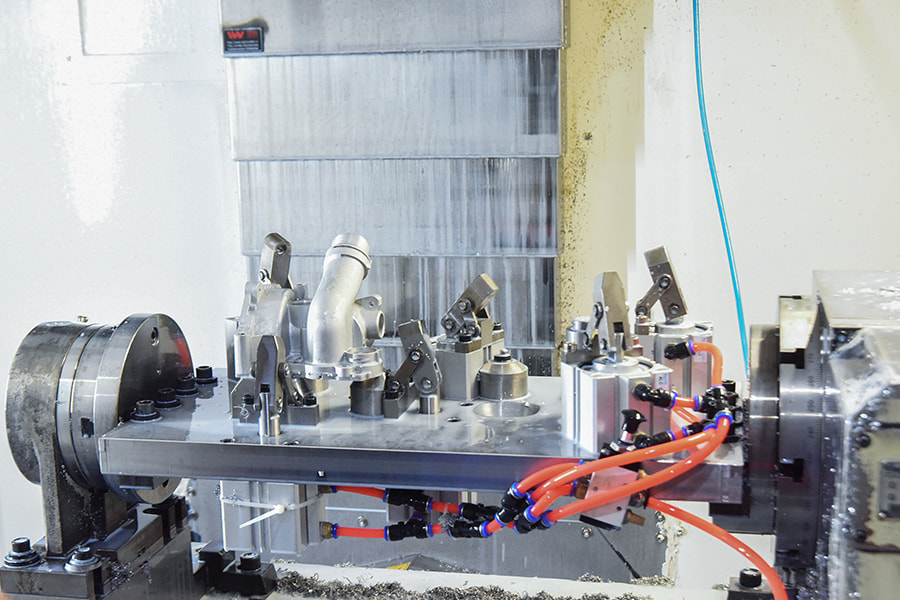
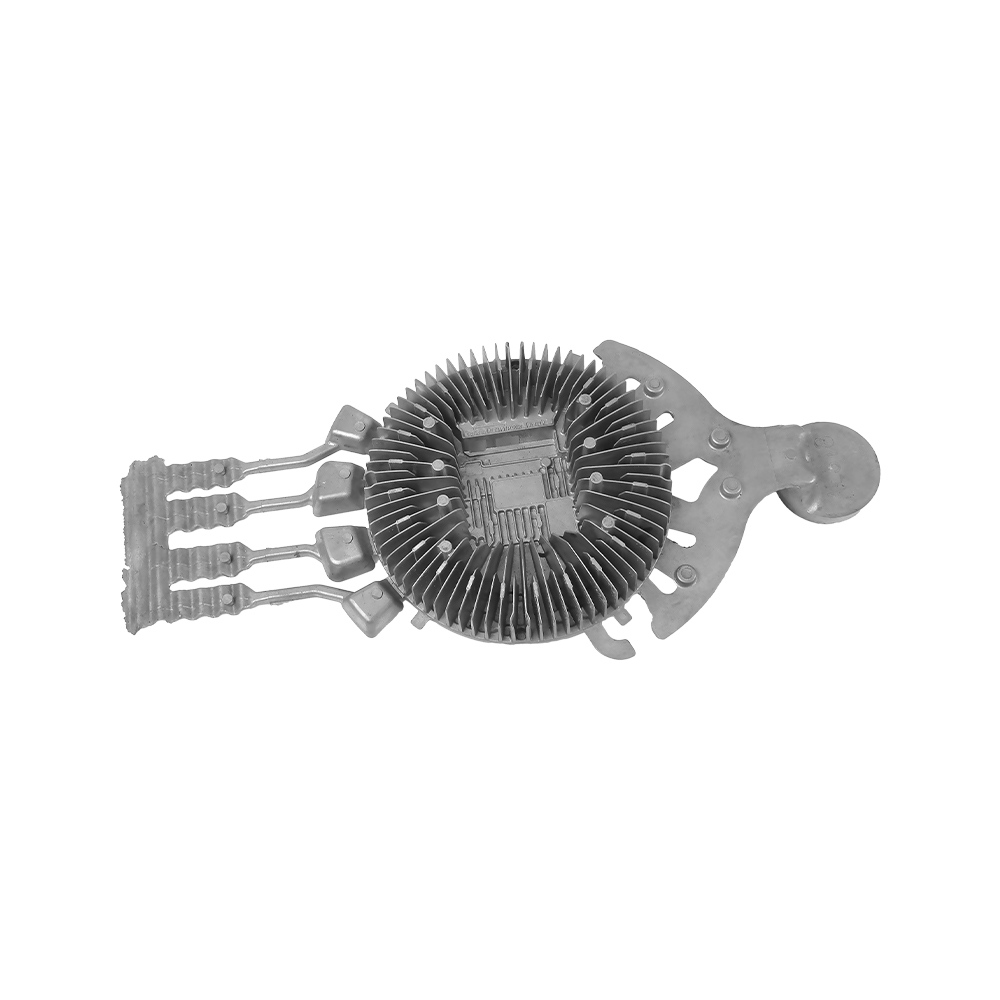
ইলেকট্রনিক্স ঘের: কাস্টিংয়ের মাধ্যমে তাপ ব্যবস্থাপনা
হাই-পাওয়ার ইলেকট্রনিক্স — মোটর ড্রাইভ, পাওয়ার ইনভার্টার, টেলিকম বেস স্টেশন অ্যামপ্লিফায়ার, এলইডি ড্রাইভার — ঘন ঘন অ্যালুমিনিয়াম ঢালাই ঘেরের জন্য ব্যবহার করে কারণ উপাদানটি আবাসন এবং হিটসিঙ্ক উভয়ের জন্য দ্বিগুণ দায়িত্ব পালন করে। সমন্বিত পাখনা সহ A380 HPDC বেষ্টনীগুলি এর তাপ প্রতিরোধের মান অর্জন করে 0.5-1.5°C/W প্রাকৃতিক পরিচলন, জোরপূর্বক বায়ু ছাড়া অনেক শিল্প অ্যাপ্লিকেশনের জন্য যথেষ্ট. আরএফ শিল্ডিং অ্যাপ্লিকেশানগুলির জন্য, A380-এ 3-5 মিমি প্রাচীরের পুরুত্ব 500 MHz-এর উপরে কার্যকরী ক্ষয় প্রদান করে। তরল-ঠাণ্ডা ঠান্ডা প্লেটের জন্য জটিল অভ্যন্তরীণ প্রবাহ চ্যানেল জ্যামিতি প্রয়োজন হলে বিনিয়োগ কাস্টিং পছন্দ করা হয়।
05
মহাকাশ: ইনভেস্টমেন্ট-কাস্ট স্ট্রাকচারাল ব্র্যাকেট এবং হাউজিং
A356 বা A357 অ্যালয়গুলির সাথে বিনিয়োগ কাস্টিং হল এয়ারফ্রেম বন্ধনী, অ্যাভিওনিক্স হাউজিং এবং হাইড্রোলিক ম্যানিফোল্ডের জন্য আদর্শ অনুশীলন যেখানে জ্যামিতি জটিলতা এবং কঠোর সহনশীলতা একটি ব্যয়-কার্যকর বিকল্প হিসাবে মেশিনিংকে দূর করে। সাধারণ অ্যালুমিনিয়াম বিনিয়োগ ঢালাই বিমান অর্জনে ব্যবহৃত ±0.13 মিমি মাত্রিক সহনশীলতা এবং অতিরিক্ত যন্ত্র ছাড়াই 3.2 µm Ra এর পৃষ্ঠের সমাপ্তি। প্রক্রিয়াটি আন্ডারকাট, পাতলা দেয়াল এবং জৈব কনট্যুর তৈরি করতে দেয় যা বালি ঢালাই নির্ভরযোগ্যভাবে তৈরি করতে পারে না। প্রিসিশন কাস্টপার্টস এবং হিচিনার ম্যানুফ্যাকচারিং এর মতো কোম্পানিগুলি বোয়িং, এয়ারবাস এবং লকহিড মার্টিন প্ল্যাটফর্মগুলিতে এই জাতীয় অ্যারোস্পেস অ্যালুমিনিয়াম বিনিয়োগ কাস্টিং সরবরাহ করে।
06
শিল্প এবং ভাস্কর্য: হারিয়ে যাওয়া ফেনা অ্যালুমিনিয়াম ঢালাই প্রকল্প
হারিয়ে যাওয়া ফোম ঢালাই ভাস্কর এবং শিল্পীদের মধ্যে জনপ্রিয় কারণ EPS ফোমকে কোনো খসড়া কোণ বা কোর বক্স ছাড়াই আকার দেওয়া, খোদাই করা এবং একত্রিত করা যায় — ফোমটি ঢালার সময় গলিত অ্যালুমিনিয়াম দ্বারা গ্রাস করা হয়, যা মূল মডেলের একটি সুনির্দিষ্ট প্রতিরূপ রেখে যায়। শিকাগো এবং পোর্টল্যান্ডের মতো শহরে কমিউনিটি আর্ট ফাউন্ড্রিগুলি হারিয়ে যাওয়া ফোম অ্যালুমিনিয়াম ঢালা সেশনে খোলা অ্যাক্সেসের অফার করে। খাদ আলংকারিক টুকরা জন্য খাদ পছন্দ কম গুরুত্বপূর্ণ; সেকেন্ডারি A380 বা 383 স্ক্র্যাপ ভাল তরলতার সাথে পর্যাপ্ত ফলাফল প্রদান করে। ঢালা সাধারণত একটি ব্যবহার 2-4 মিমি sprue and riser system পাতলা ভাস্কর্য বৈশিষ্ট্য সম্পূর্ণ ভরাট নিশ্চিত করতে অংশ ভলিউম আপেক্ষিক.
ডিজাইনের নিয়ম যা অ্যালুমিনিয়াম কাস্টিং প্রকল্পের ত্রুটি প্রতিরোধ করে
বেশিরভাগ অ্যালুমিনিয়াম ঢালাই ত্রুটিগুলি ডিজাইন করা হয়, তৈরি করা হয় না। CAD পর্যায়ে প্রতিষ্ঠিত ডিজাইন-ফর-কাস্টিং (DFC) নির্দেশিকা অনুসরণ করা একটি একক ছাঁচ কাটার আগে বেশিরভাগ ছিদ্র, কোল্ড শাট, মিসরুন এবং হট-টিয়ার ব্যর্থতা দূর করে। নিম্নলিখিত নিয়মগুলি বালি, স্থায়ী ছাঁচ এবং ডাই ঢালাই প্রক্রিয়া জুড়ে বিস্তৃতভাবে প্রযোজ্য, প্রক্রিয়া-নির্দিষ্ট সমন্বয়গুলি উল্লেখ করা হয়েছে।
প্রাচীর বেধ অভিন্নতা
অ-ইউনিফর্ম প্রাচীর বেধ ডিফারেনশিয়াল শীতল হার তৈরি করে যা সঙ্কুচিত ছিদ্রতাকে শেষ থেকে দৃঢ় করা অঞ্চলের দিকে চালিত করে। প্রস্তাবিত নকশা লক্ষ্য হল প্রাচীর বেধের বৈচিত্র্যের চেয়ে বেশি নয় 2:1 সংলগ্ন বিভাগের মধ্যে . যেখানে ভারী কর্তা বা ফ্ল্যাঞ্জগুলি অনিবার্য, উপাদানগুলিকে আউট করা বা উদার রেডিআইয়ের সাথে ট্রানজিশনগুলিকে মিশ্রিত করা তাপ ভরের পার্থক্যকে হ্রাস করে। HPDC-এর জন্য, বেশিরভাগ কাঠামোগত অ্যাপ্লিকেশনের জন্য 2-4 মিমি একটি নামমাত্র প্রাচীর বেধ লক্ষ্য করুন; ভ্যাকুয়াম-সহায়ক ফিলিং ব্যবহার করা না হলে 6 মিমি-এর উপরে দেয়ালে গ্যাসের ছিদ্র জমতে শুরু করে।
সমস্ত অভ্যন্তরীণ কোণে Fillets এবং Radii
তীক্ষ্ণ অভ্যন্তরীণ কোণগুলি স্ট্রেসকে ঘনীভূত করে এবং শক্ত করার সময় হট স্পট তৈরি করে। একটি ন্যূনতম অভ্যন্তরীণ ফিলেট ব্যাসার্ধ 1.5 × প্রাচীর বেধ ASM ইন্টারন্যাশনালের অ্যালুমিনিয়াম কাস্টিং ডিজাইন নির্দেশিকা দ্বারা সুপারিশ করা হয়। এমনকি একটি 1 মিমি ব্যাসার্ধ একটি সত্যিকারের তীক্ষ্ণ কোণার তুলনায় চাপের ঘনত্বের কারণগুলিকে নাটকীয়ভাবে হ্রাস করে। বাহ্যিক কোণগুলি তীক্ষ্ণ হতে পারে (ন্যূনতম 0.5 মিমি ব্যাসার্ধ) তবে কাস্ট অ্যালুমিনিয়ামে কখনই সম্পূর্ণ বর্গাকার হওয়া উচিত নয়।
ছাঁচ রিলিজ জন্য খসড়া কোণ
ছাঁচ আঁকার দিকের সমান্তরাল সমস্ত পৃষ্ঠের জন্য খসড়া কোণ প্রয়োজন। স্ট্যান্ডার্ড ন্যূনতম হয় বালি ঢালাইয়ের জন্য 1–2°, স্থায়ী ছাঁচের জন্য 1–3° এবং HPDC-এর জন্য 0.5–1.5° বাহ্যিক পৃষ্ঠগুলিতে (অভ্যন্তরীণ পৃষ্ঠগুলিতে কিছুটা বেশি কারণ ঢালাই কোরগুলিতে সঙ্কুচিত হয়)। অপর্যাপ্ত খসড়া ডাই পরিধান, মূল ভাঙ্গন, এবং নিষ্কাশন অসুবিধার দিকে পরিচালিত করে যা শেষ পর্যন্ত ঢালাইকে ক্ষতিগ্রস্ত করে। ছাঁচ-মুখী পৃষ্ঠতলের কোন খসড়া থাকা উচিত নয়; বিভাজন সমতল কোন দিকটি অঙ্কনে স্পষ্টভাবে উল্লেখ করুন।
দিকনির্দেশক দৃঢ়করণের জন্য গেটিং এবং রাইজিং
ভাল গেটিং ডিজাইন তরল ধাতুকে ক্রমান্বয়ে পাতলা থেকে পুরু অংশে ফিড করে, এটি নিশ্চিত করে যে ভারী অঞ্চলগুলি একটি তরল জলাধার - রাইজার - সম্পূর্ণরূপে শক্ত না হওয়া পর্যন্ত সংযুক্ত থাকে৷ চভোরিনভ নিয়ম (দৃঢ়ীকরণের সময় (ভলিউম/সারফেস এরিয়া)² এর সমানুপাতিক) রাইসারের আকার নির্ধারণের নির্দেশনা দেয়: একটি রাইজারের অন্তত একটি মডুলাস থাকতে হবে 1.2× সবচেয়ে ভারী অংশের এটা খাওয়ায় সিমুলেশন সফ্টওয়্যার যেমন MAGMASOFT, Flow-3D, এবং ProCAST ব্যাপকভাবে উত্পাদন টুলিং কাটার আগে গেটিং এবং রাইজার ডিজাইন যাচাই করতে ব্যবহৃত হয়, ট্রায়াল-এবং-এরর খরচ উল্লেখযোগ্যভাবে হ্রাস করে।
কাস্ট অ্যালুমিনিয়ামে থ্রেড এবং ইনসার্ট ডিজাইন
কাস্ট অ্যালুমিনিয়াম ভারী টর্কযুক্ত ফাস্টেনার অ্যাপ্লিকেশনগুলিতে সরাসরি মোটা থ্রেডের জন্য খুব নরম। বিকল্পগুলির মধ্যে রয়েছে: (1) ইস্পাত বা পিতলের থ্রেডযুক্ত সন্নিবেশে ঢালাই — হেলি-কয়েল এবং ই-জেড লোক পণ্যগুলি রেট্রোফিট অ্যাপ্লিকেশনের জন্য জনপ্রিয়; (2) কমপক্ষে সঙ্গে মেশিন থ্রেড পোস্ট-কাস্টিং ব্যবহার করে 1.5× থ্রেড ব্যাস ব্যস্ততা দৈর্ঘ্য ; বা (3) থার্মোপ্লাস্টিক-সংলগ্ন ডিজাইনের জন্য অতিস্বনক সন্নিবেশ ইনস্টলেশন নির্দিষ্ট করা। এইচপিডিসি অংশগুলি সতর্ক ডাই ডিজাইন সহ ন্যূনতম 2.0 মিমি ব্যাসের কোরড হোলগুলিকে অন্তর্ভুক্ত করতে পারে, পোস্ট-কাস্ট ড্রিলিং প্রয়োজনীয়তা হ্রাস করে।
মেল্ট কোয়ালিটি কন্ট্রোল — অ্যালুমিনিয়াম কাস্টিংয়ে সবচেয়ে নতুনদের উপেক্ষা করা ধাপ
ঢালা বিন্দুতে গলিত অ্যালুমিনিয়ামের গুণমান সমাপ্ত ঢালাইয়ের মানের সিলিং নির্ধারণ করে। দুর্বলভাবে প্রস্তুত করা ধাতু থেকে একটি নিখুঁতভাবে ডিজাইন করা অংশ এখনও ছিদ্র, অক্সাইড অন্তর্ভুক্তি এবং হ্রাস যান্ত্রিক বৈশিষ্ট্য প্রদর্শন করবে। অভিজ্ঞ ফাউন্ড্রি অপারেটররা গলিত প্রস্তুতিকে ছাঁচ ডিজাইনের মতো গুরুত্ব সহকারে বিবেচনা করে।
হাইড্রোজেন পোরোসিটি: সবচেয়ে সাধারণ অ্যালুমিনিয়াম কাস্টিং ত্রুটি
অ্যালুমিনিয়াম তার তরল অবস্থায় হাইড্রোজেনকে সহজেই দ্রবীভূত করে - 750 ডিগ্রি সেলসিয়াসে তরল অ্যালুমিনিয়াম ধরে রাখতে পারে প্রতি 100 গ্রাম ধাতুতে প্রায় 0.65 সেমি³ , কঠিন অবস্থায় প্রতি 100 গ্রাম প্রতি 0.034 cm³ এর তুলনায় (অ্যালুমিনিয়াম অ্যাসোসিয়েশনের তথ্য অনুযায়ী)। যখন গলে শক্ত হয়ে যায়, তখন সেই দ্রবীভূত হাইড্রোজেনের বেশিরভাগ অংশ প্রত্যাখ্যান করা হয় এবং ঢালাই জুড়ে আণুবীক্ষণিক বুদবুদ - পোরোসিটি - গঠন করে। প্রাথমিক হাইড্রোজেন উৎস হল বায়ুমণ্ডলীয় আর্দ্রতা, ভেজা স্ক্র্যাপ, তৈলাক্ত রিটার্ন এবং ভেজা প্রবাহ।
রোটারি ডিগাসিং ইউনিট (এসএনআইএফ প্রক্রিয়া বা সমতুল্য) এর মাধ্যমে শুষ্ক নাইট্রোজেন বা আর্গন দিয়ে ডিগ্যাস করা দ্রবীভূত হাইড্রোজেনকে নীচে হ্রাস করে 0.10 cm³ প্রতি 100 গ্রাম বাণিজ্যিক অনুশীলনে - বেশিরভাগ কাস্টিং জ্যামিতিতে দৃশ্যমান ছিদ্রের জন্য প্রান্তিকের নীচে। রোটারি ডিগ্যাসিং সরঞ্জাম ছাড়া শৌখিন ব্যক্তিরা হেক্সাক্লোরোইথেন ট্যাবলেট ব্যবহার করতে পারেন (উপযুক্ত বায়ুচলাচল সহ — প্রক্রিয়াটি ক্লোরিন গ্যাস উৎপন্ন করে) অথবা সমস্ত টুলিং প্রি-হিটিং করে এবং চুল্লির ঢাকনা বন্ধ রেখে গলিত আর্দ্রতার সংস্পর্শ কমিয়ে আনতে পারে।
অক্সাইড অন্তর্ভুক্তি এবং ফ্লাক্স অনুশীলন
অ্যালুমিনিয়াম বাতাসের সংস্পর্শে এসে তাৎক্ষণিকভাবে অক্সিডাইজ করে, একটি পাতলা কিন্তু অবিরাম অ্যালুমিনা (Al₂O₃) ত্বক তৈরি করে। অশান্ত ঢালা এই ত্বককে গলে ভাঁজ করে, অক্সাইড বাইফিল্ম তৈরি করে যা শক্ত ঢালাইয়ে ফাটল সূচনা সাইট হিসাবে কাজ করে। বার্মিংহাম বিশ্ববিদ্যালয়ের প্রয়াত প্রফেসর জন ক্যাম্পবেল কয়েক দশক ধরে নথিভুক্ত করেছেন যে কীভাবে অক্সাইড বিফিল্মগুলি বেশিরভাগ অ্যালুমিনিয়াম ঢালাই যান্ত্রিক সম্পত্তি স্ক্যাটারের মূল কারণ - অভিন্ন কাস্টিংগুলিতে 30-40% এর প্রসার্য শক্তি পরিবর্তনশীলতা প্রায়শই বিফিল্ম বিতরণে ফিরে আসে।
ব্যবহারিক পাল্টা ব্যবস্থার মধ্যে রয়েছে: টপ-পোর লিপ ল্যাডলের পরিবর্তে নীচে-ঢালা ল্যাডল, গেটিং সিস্টেমে সিরামিক ফোম ফিল্টার (অ্যালুমিনিয়ামের জন্য 20-30 পিপিআই), ঢালার উচ্চতা হ্রাস করা এবং ঢালার বেগ নিয়ন্ত্রিত করা এবং ছাঁচের প্রবেশপথে অশান্তি কম করা। ফ্লাক্স সংযোজন (পটাসিয়াম ক্লোরাইড/সোডিয়াম ক্লোরাইড মিশ্রণের মতো আবরণ ফ্লাক্স) তাপের মধ্যে বায়ুমণ্ডলীয় জারণ থেকে গলিত পৃষ্ঠকে রক্ষা করে এবং ঢালার আগে স্কিমিংয়ের জন্য অক্সাইড কণাকে একত্রিত করতে সহায়তা করে।
তাপমাত্রা নিয়ন্ত্রণ এবং সুপারহিট
বেশিরভাগ অ্যালুমিনিয়াম ঢালাই খাদগুলির মধ্যে তরল তাপমাত্রা থাকে 555°C এবং 615°C . অত্যধিক সুপারহিটে ঢালা (তরল পদার্থের উপরে 80-100°C এর বেশি) এইচপিডিসি-তে গ্যাস শোষণ, অক্সাইড গঠন এবং ডাই ক্ষয় বৃদ্ধি করে। অত্যধিক ঠাণ্ডা ঢালা মিসরুন এবং ঠান্ডা বন্ধ তৈরি করে — এমন জায়গা যেখানে ছাঁচটি পূরণ করার আগে ধাতব সামনে শক্ত হয়ে যায়। বেশিরভাগ অ্যাপ্লিকেশনের জন্য সর্বোত্তম ঢালা তাপমাত্রার মধ্যে পড়ে 680°C এবং 740°C , ছাঁচের তাপমাত্রার সাথেও একটি উল্লেখযোগ্য ভূমিকা পালন করে: স্থায়ী ছাঁচগুলি সাধারণত অ্যালুমিনিয়ামের জন্য 200-350 ° C পর্যন্ত গরম করা হয়।
পোস্ট-কাস্টিং অপারেশন: হিট ট্রিটমেন্ট, মেশিনিং এবং সারফেস ফিনিশিং
বেশিরভাগ অ্যালুমিনিয়াম ঢালাই প্রকল্পের জন্য অন্তত কিছু পোস্ট-কাস্টিং কাজের প্রয়োজন হয়। নীচের ক্রিয়াকলাপগুলি সাধারণত উত্পাদনে সঞ্চালিত হবে সেই ক্রমে উপস্থাপন করা হয়েছে।
ধাপ 1
Degating এবং Shakeout
বালির ঢালাই একবার শক্ত হয়ে গেলে ছাঁচ থেকে ঝাঁকিয়ে ফেলা হয় (সাধারণত অংশের ওজনের উপর নির্ভর করে 5-30 মিনিটের মধ্যে)। রানার এবং রাইজারগুলি করাত, গ্রাইন্ডিং বা হাইড্রোলিক ব্রেকিং দ্বারা সরানো হয়। এইচপিডিসি অংশগুলিকে একটি ডেডিকেটেড ট্রিম ডাইতে ছাঁটাই করা হয় যা একটি একক প্রেস স্ট্রোকে ফ্ল্যাশ এবং রানারকে শিয়ার্স করে, প্রতি অংশে 5-15 সেকেন্ডের চক্রের সময়। বালি ঢালাইয়ের বিভাজন লাইনের ফ্ল্যাশের জন্য সাধারণত কাস্টিং পৃষ্ঠের সাথে ফ্লাশ মিশ্রিত করার জন্য হ্যান্ড গ্রাইন্ডিংয়ের প্রয়োজন হয়।
ধাপ 2
তাপ চিকিত্সা (যখন নির্দিষ্ট করা হয়)
T6 টেম্পার উপাধি — কৃত্রিম বার্ধক্য দ্বারা অনুসরণ করা সমাধান তাপ চিকিত্সা — অ্যালুমিনিয়াম ঢালাইয়ের জন্য সবচেয়ে ব্যাপকভাবে নির্দিষ্ট তাপ চিকিত্সা। A356 এর জন্য:
- সমাধান চিকিত্সা: 4-12 ঘন্টার জন্য 538°C ± 6°C (বিভাগের পুরুত্বের উপর নির্ভর করে)
- নিভান: 60-80 ডিগ্রি সেলসিয়াসে জল (উষ্ণ নিভিয়ে ফেলা অবশিষ্ট স্ট্রেস বিকৃতিকে কমিয়ে দেয়)
- বয়স: 154°C ± 6°C 6-12 ঘন্টার জন্য
এই ক্রমটি Mg₂Si দ্রবীভূত পদার্থগুলিকে দ্রবণে দ্রবীভূত করে এবং তারপরে একটি সূক্ষ্ম বিচ্ছুরণ হিসাবে পুনরায় বর্ধিত করে যা স্থানচ্যুতি গতিতে বাধা দেয়, প্রায় থেকে ফলন শক্তি বৃদ্ধি করে 83 MPa (F টেম্পার) থেকে 186–207 MPa (T6 মেজাজ) .
ধাপ 3
সমালোচনামূলক পৃষ্ঠতলের CNC মেশিনিং
কাস্ট অ্যালুমিনিয়াম মেশিনগুলি ব্যতিক্রমীভাবে ভাল - টুল লাইফ সাধারণত 10-20× দীর্ঘ সমতুল্য চিপ লোড অবস্থায় অ্যালুমিনিয়াম বনাম ইস্পাত মেশিন করার সময়। কাস্ট অ্যালুমিনিয়ামের উচ্চ-গতির সিএনসি মেশিনিং কার্বাইড টুলিং ব্যবহার করে, 300-600 মি/মিনিট গতি কাটতে পারে (সারফেস ফুট প্রতি মিনিট: 1,000-2,000), এবং ফ্লাড কুল্যান্ট বা ন্যূনতম পরিমাণ লুব্রিকেশন (MQL)। ডাটাম বৈশিষ্ট্যগুলি কাস্টিং-এ মেশিন করা হয়েছে — প্যাড, বোর এবং লোকেটিং হোল — পরবর্তী সমস্ত মেশিনিং অপারেশনের জন্য রেফারেন্স ফ্রেম স্থাপন করে। উচ্চ-ভলিউম HPDC অংশগুলির জন্য, স্বয়ংচালিত ঢালাই কোষগুলিতে প্রতি অংশে 60 সেকেন্ডের কম সাইকেল টাইম সহ উত্সর্গীকৃত স্থানান্তর লাইনগুলি সাধারণ।
ধাপ 4
অ্যালুমিনিয়াম কাস্টিংয়ের জন্য সারফেস ফিনিশিং অপশন
অ্যালুমিনিয়াম ঢালাই প্রকল্পের জন্য সমাপ্তি বিকল্পের পরিসীমা বিস্তৃত:
- অ্যানোডাইজিং: ইলেক্ট্রোকেমিক্যাল অক্সিডেশন যা 5-25 µm (টাইপ II) বা 25-100 µm (টাইপ III হার্ড অ্যানোডাইজ) এর একটি ঘন অ্যালুমিনা স্তর বৃদ্ধি করে। চমৎকার জারা এবং পরিধান প্রতিরোধের প্রদান করে। A356 বা 535 অ্যালয় সহ সেরা।
- পাউডার আবরণ: থার্মোসেটিং পলিমার পাউডারের ইলেক্ট্রোস্ট্যাটিক প্রয়োগ, 160-200 ডিগ্রি সেলসিয়াসে নিরাময় করা হয়। চমৎকার UV প্রতিরোধ, বিস্তৃত রঙের পরিসর, মাঝারি থেকে উচ্চ ভলিউমের জন্য সাশ্রয়ী। সব ঢালাই alloys সঙ্গে সামঞ্জস্যপূর্ণ.
- ক্রোমেট রূপান্তর আবরণ: ট্রাইভ্যালেন্ট ক্রোমেট (অ্যালোডাইন/ইরিডাইট) মহাকাশ এবং প্রতিরক্ষা অ্যাপ্লিকেশনের জন্য জারা সুরক্ষা এবং পেইন্ট আনুগত্য প্রাইমার সরবরাহ করে। ট্রাইভ্যালেন্ট ফর্মুলেশনের সাথে RoHS অনুগত।
- শট ব্লাস্টিং এবং ভাইব্রেটরি ডিবারিং: যান্ত্রিক ফিনিশিং যা burrs অপসারণ করে, পৃষ্ঠের চেহারা উন্নত করে এবং কম্প্রেসিভ রেসিডুয়াল স্ট্রেস তৈরি করতে ব্যবহার করা যেতে পারে (শট পিনিং ভ্যারিয়েন্ট) যা ক্লান্তি জীবনকে 30% পর্যন্ত উন্নত করে।
- ইলেক্ট্রোলেস নিকেল প্লেটিং: একটি অভিন্ন 10-50 µm নিকেল-ফসফরাস স্তর জমা করে যা উল্লেখযোগ্যভাবে কঠোরতা উন্নত করে (তাপ চিকিত্সার পরে 500-700 HV) এবং পরিধান প্রতিরোধের, ছাঁচ, বুশিং এবং স্লাইডিং পৃষ্ঠের জন্য ব্যবহৃত হয়।
অ্যালুমিনিয়াম ঢালাই প্রকল্পের খরচ কাঠামো — কি মূল্য চালনা করে
খরচ চালকদের বোঝা প্রকল্প ইঞ্জিনিয়ারদের আরও ভাল প্রক্রিয়া নির্বাচনের সিদ্ধান্ত নিতে সাহায্য করে এবং প্রকিউরমেন্ট দলগুলিকে কাস্টিং সরবরাহকারীদের থেকে উদ্ধৃতি মূল্যায়নের জন্য একটি কাঠামো দেয়।
সাধারণ অ্যালুমিনিয়াম কাস্টিং ত্রুটিগুলি সমাধান করা
এমনকি অভিজ্ঞ ফাউন্ড্রি অপারেটররাও ত্রুটির সম্মুখীন হন। নীচের সারণীটি সবচেয়ে সাধারণ অ্যালুমিনিয়াম ঢালাই ত্রুটিগুলিকে তাদের মূল কারণ এবং সংশোধনমূলক ক্রিয়াগুলির মানচিত্র করে৷
| খুঁত | চেহারা | প্রাথমিক কারণ | সংশোধনমূলক ব্যবস্থা |
|---|---|---|---|
| গ্যাস পোরোসিটি | বৃত্তাকার শূন্যতা, মসৃণ দেয়াল, এলোমেলো বিতরণ | দ্রবীভূত হাইড্রোজেন গলে | দেগাস গলে; সমস্ত টুলিং এবং স্ক্র্যাপ শুকিয়ে নিন; সুপারহিট কমান |
| সংকোচন পোরোসিটি | অনিয়মিত শূন্যস্থান, রুক্ষ দেয়াল, ভারী বিভাগে | অপর্যাপ্ত খাওয়ানো / উঠা | রাইজার আকার বৃদ্ধি; ভারী বিভাগে ঠান্ডা যোগ করুন; অভিন্ন প্রাচীর জন্য পুনরায় নকশা |
| কোল্ড শাট | পৃষ্ঠের উপর লিনিয়ার সীম, দুর্বল ইন্টারফেস | দুটি ধাতব ফ্রন্ট যা মিলিত হওয়ার আগে ঠান্ডা হয়ে যায় | ঢালা তাপমাত্রা বৃদ্ধি; আগে প্রবাহ একত্রীকরণ গেটিং উন্নত |
| হট টিয়ারিং | ফিললেট বা বিভাগ পরিবর্তন এ রাগড ফাটল | শেষ পর্যায়ে দৃঢ়ীকরণের সময় তাপীয় চাপ | ফিলেট ব্যাসার্ধ বৃদ্ধি; কোরগুলিতে নমনীয়তা যোগ করুন; preheat ছাঁচ |
| অক্সাইড অন্তর্ভুক্তি | গাঢ় রেখা বা ফিল্ম মেশিন করা অংশে দৃশ্যমান | অশান্ত ঢালা, ভাঁজ অক্সাইড স্কিনস | ঢালা উচ্চতা হ্রাস; সিরামিক ফেনা ফিল্টার ব্যবহার করুন; মলত্যাগ করা এড়িয়ে চলুন |
| মিসরুন | অসম্পূর্ণ ভরাট, গোলাকার অসম্পূর্ণ প্রান্ত | ধাতু খুব ঠান্ডা, পাতলা বিভাগ, দুর্বল venting | ঢালা তাপমাত্রা বৃদ্ধি; পাতলা দেয়াল ঘন করা; ছাঁচে ভেন্ট যোগ করুন |
টেকসই অ্যালুমিনিয়াম কাস্টিং — পুনর্ব্যবহার, শক্তি, এবং সার্কুলার অর্থনীতি
অ্যালুমিনিয়াম হল সাধারণ ব্যবহারে সবচেয়ে পুনর্ব্যবহারযোগ্য কাঠামোগত ধাতু, এবং এই সম্পত্তিটি ইস্পাত বা দস্তা বিকল্পগুলির তুলনায় অ্যালুমিনিয়াম ঢালাই প্রকল্পগুলির স্থায়িত্ব ক্যালকুলাসকে মৌলিকভাবে পরিবর্তন করে। পুনর্ব্যবহারযোগ্য অ্যালুমিনিয়াম শুধুমাত্র প্রয়োজন বক্সাইট আকরিক থেকে প্রাথমিক অ্যালুমিনিয়াম তৈরি করতে প্রয়োজনীয় শক্তির 5% মাধ্যমিকের জন্য প্রায় 2-3 kWh/kg বনাম 45-55 kWh/kg প্রাথমিক উৎপাদনের জন্য (আন্তর্জাতিক অ্যালুমিনিয়াম ইনস্টিটিউট থেকে তথ্য, 2023)। কার্বন পদচিহ্নের পার্থক্য সমানভাবে নাটকীয়: কয়লা চালিত প্রাথমিক গলানোর জন্য 8-12 কেজি CO₂ প্রতি কেজি ধাতুর তুলনায় সেকেন্ডারি অ্যালুমিনিয়াম মোটামুটি 0.5-1.0 কেজি CO₂ উৎপন্ন করে।
ওভার এখনও পর্যন্ত উত্পাদিত সমস্ত অ্যালুমিনিয়ামের 75% আজও ব্যবহার করা হচ্ছে অ্যালুমিনিয়াম অ্যাসোসিয়েশন অনুসারে। স্বয়ংচালিত সেক্টরে যেকোনো শেষ ব্যবহারের ক্ষেত্রে সর্বোচ্চ অ্যালুমিনিয়াম রিসাইক্লিং হার রয়েছে — জীবনের শেষের যানবাহনগুলি পরিষ্কার কাস্টিং অ্যালয় স্ক্র্যাপের একটি ঘন, বিচ্ছিন্ন উত্স সরবরাহ করে যা ন্যূনতম মানের অবনতির সাথে সেকেন্ডারি HPDC অ্যালয় উত্পাদনে প্রবাহিত হয়। এই ক্লোজড-লুপ দক্ষতা একটি কারণ হল অটোমেকাররা অ্যালুমিনিয়াম কাস্টিংকে টেকসই-ইতিবাচক ডিজাইন পছন্দ হিসাবে উল্লেখ করে এমনকি শক্তি-নিবিড় গাড়ির প্ল্যাটফর্মেও।
ফাউন্ড্রি অপারেশনের জন্য, ফার্নেস নিষ্কাশন গ্যাস থেকে শক্তি পুনরুদ্ধার, রিমেলটিং চক্র কমানোর জন্য রিয়েল-টাইম মেল্ট কেমিস্ট্রি মনিটরিং, এবং সিরামিক ফাইবার ফার্নেস লাইনিং যা পুরানো অবাধ্য ডিজাইনের তুলনায় তাপের ক্ষতি 15-25% কম করে সবই আধুনিক অ্যালুমিন কাস্ট সুবিধাগুলিতে পরিবেশগত পদচিহ্নগুলি হ্রাস করতে অবদান রাখছে। রেইনফেল্ডেন অ্যালয় এবং নভেলিস সহ বেশ কয়েকটি ইউরোপীয় ফাউন্ড্রিগুলি 2030 সালের মধ্যে পুনর্নবীকরণযোগ্য শক্তির উত্স এবং অফসেট প্রোগ্রামগুলির সমন্বয়ের মাধ্যমে কার্বন-নিরপেক্ষ অ্যালুমিনিয়াম ঢালাই অপারেশনের জন্য প্রতিশ্রুতিবদ্ধ হয়েছে৷
অ্যালুমিনিয়াম কাস্টিং-এ উদীয়মান প্রবণতা - শিল্প কী পরিবর্তন করছে
অ্যালুমিনিয়াম ঢালাই শিল্প বিদ্যুতায়ন, ডিজিটাল উত্পাদন এবং নতুন খাদ উন্নয়ন দ্বারা চালিত অর্থপূর্ণ প্রযুক্তিগত পরিবর্তনের মধ্য দিয়ে যাচ্ছে। বহু-বছরের অ্যালুমিনিয়াম কাস্টিং প্রোগ্রামের পরিকল্পনা করা যে কেউ এই প্রবণতাগুলি বোঝার জন্য প্রাসঙ্গিক৷
মেগা-কাস্টিং এবং স্ট্রাকচারাল ইন্টিগ্রেশন
টেসলার 6,000-টন এবং 9,000-টন গিগা প্রেসের ব্যবহার একটি একক অ্যালুমিনিয়াম ডাই কাস্টিং - 70-100টি পৃথক স্ট্যাম্পযুক্ত এবং ঢালাই করা অংশ প্রতিস্থাপন - সম্পূর্ণ EV পিছনের আন্ডারবডি অংশগুলিকে কাস্ট করার জন্য - স্বয়ংচালিত শিল্প জুড়ে উল্লেখযোগ্য আগ্রহ সৃষ্টি করেছে৷ টয়োটা, ভলভো, জেনারেল মোটরস, এবং বেশ কয়েকটি চাইনিজ OEM একই ধরনের প্রোগ্রাম ঘোষণা করেছে। কাস্টিংগুলি কাস্টম হাই-ভ্যাকুয়াম ডাই কাস্টিং ব্যবহার করে আল-সি-এমজি অ্যালয়গুলির সাথে যা বিশেষভাবে স্ট্রাকচারাল মেগা-কাস্টিংয়ের জন্য তৈরি করা হয়েছে, তাপ চিকিত্সা ছাড়াই 10% এর উপরে প্রসারিত এবং 250 MPa-এর উপরে প্রসার্য শক্তি অর্জন করে। এই উন্নয়ন মৌলিকভাবে প্রতি বছর 100,000 ইউনিটের উপরে ভলিউমে শরীরের গঠন উত্পাদন অর্থনীতির পরিবর্তন করে।
3D মুদ্রিত বালি ছাঁচ এবং কোর
সিলিকা বালির ছাঁচের বাইন্ডার জেট প্রিন্টিং (ExOne/Desktop Metal, Voxeljet, এবং Viridis3D-এর সিস্টেম ব্যবহার করে) বালি ঢালাই থেকে প্যাটার্ন তৈরির পদক্ষেপকে সরিয়ে দিয়েছে, অভ্যন্তরীণ প্যাসেজ সহ জটিল অ্যালুমিনিয়াম ঢালাইয়ের একক-পিস উত্পাদন সক্ষম করে যা প্রচলিত পদ্ধতিতে জ্যামিতিকভাবে অসম্ভব। CAD ফাইল থেকে প্রথম কাস্ট অংশে লিড টাইম এখন 3-5 কার্যদিবস প্রিন্টেড বালির ছাঁচ সহ, প্রচলিত প্যাটার্ন এবং টুলিংয়ের জন্য 4-8 সপ্তাহ। Ford, John Deere, এবং বেশ কিছু মহাকাশ কোম্পানি প্রোটোটাইপ এবং কম আয়তনের উৎপাদন অ্যালুমিনিয়াম ঢালাইয়ের জন্য মুদ্রিত বালির ছাঁচ ব্যবহার করছে, যার আংশিক খরচ জটিল জ্যামিতির জন্য মেশিনযুক্ত বিকল্পগুলির সাথে প্রতিযোগিতামূলক।
রিয়েল-টাইম প্রসেস মনিটরিং এবং এআই কোয়ালিটি কন্ট্রোল
ডাই কাস্টিং মেশিনে এমবেড করা সেন্সর অ্যারেগুলি এখন মিলিসেকেন্ড রেজোলিউশনে শট প্রেসার প্রোফাইল, ডাই পৃষ্ঠের তাপমাত্রা এবং ধাতব বেগের ডেটা ক্যাপচার করে। ঐতিহাসিক ত্রুটির তথ্যের উপর প্রশিক্ষিত মেশিন লার্নিং মডেলগুলি ডাই থেকে অংশটি সরানোর আগে শট প্রোফাইল স্বাক্ষরগুলি থেকে সঙ্কুচিত পোরোসিটি এবং কোল্ড শাট সম্ভাবনার পূর্বাভাস দিতে পারে — এক্স-রে পরিদর্শন ছাড়াই স্পেসিফিকেশনের বাইরের শটগুলির স্বয়ংক্রিয় প্রত্যাখ্যান সক্ষম করে৷ বেশ কয়েকটি টিয়ার 1 স্বয়ংচালিত ঢালাই সরবরাহকারীর প্রতিবেদন স্ক্র্যাপের হার 30-50% হ্রাস এই ধরনের রিয়েল-টাইম মনিটরিং সিস্টেম স্থাপন করার পরে, কম খরচে এবং উন্নত স্থায়িত্ব মেট্রিক্সে সরাসরি অনুবাদ করে।
বৈদ্যুতিক যানবাহন তাপ ব্যবস্থাপনার জন্য খাদ উন্নয়ন
EV ব্যাটারি কুলিং প্লেটগুলির জন্য উচ্চ তাপ পরিবাহিতা, চমৎকার চাপের নিবিড়তা (কোনও ছিদ্রহীনতা) এবং ব্রেজযুক্ত জয়েন্টগুলি তৈরি করার ক্ষমতা সহ অ্যালুমিনিয়াম কাস্টিং অ্যালয় প্রয়োজন। স্ট্যান্ডার্ড A380 এর তাপ পরিবাহিতা প্রায় 96 W/m·K - পর্যাপ্ত কিন্তু সর্বোত্তম নয়। নিয়ন্ত্রিত লোহা এবং তামার সামগ্রী সহ Al-Si-Mg পরিবারে নতুন সংকর ধাতুগুলি নোভেলিস, কনস্টেলিয়াম এবং ইম্পোল সহ কোম্পানিগুলি দ্বারা বিকশিত হচ্ছে যাতে কাস্ট হিসাবে 160 W/m·K এর উপরে পরিবাহিতা অর্জন করা যায়, আরও কমপ্যাক্ট এবং দক্ষ তরল-ঠান্ডা ব্যাটারি সিস্টেমগুলিকে সক্ষম করে৷ এটি 2022-2024 সালে দায়ের করা একাধিক পেটেন্ট সহ খাদ গবেষণার একটি সক্রিয় ক্ষেত্র।
অ্যালুমিনিয়াম কাস্টিং প্রকল্প সম্পর্কে প্রায়শই জিজ্ঞাসিত প্রশ্নাবলী
প্রথম ঢালাই প্রকল্পের জন্য সেরা অ্যালুমিনিয়াম খাদ কি?
বাড়ির পিছনের দিকের চুল্লি এবং সবুজ বালির ছাঁচ ব্যবহার করা নতুনদের জন্য, পুনর্ব্যবহৃত পিস্টন (সাধারণত 4032 বা 2618 অ্যালয়) বা পরিষ্কার A356 ইঙ্গট উভয়ই চমৎকার শুরুর পয়েন্ট। উভয়েরই 700-730 ডিগ্রি সেলসিয়াস তাপমাত্রায় সাধারণ বাড়ির উঠোনে ভাল তরলতা রয়েছে এবং উভয়েরই উল্লেখযোগ্যভাবে বিষাক্ত সংকর সংযোজন নেই। A356 বালিতে আর্দ্রতাকে কিছুটা বেশি ক্ষমা করে কারণ এর সিলিকন উপাদান নিম্ন তাপমাত্রায়ও তারল্য উন্নত করে। ইলেকট্রনিক্স বা প্রলিপ্ত অংশ থেকে অজানা স্ক্র্যাপ এড়িয়ে চলুন — সোল্ডার, জিঙ্ক ডাই কাস্ট বা প্লেটিং থেকে দূষিত পদার্থ বিষাক্ত ধোঁয়া এবং খারাপ ঢালাই গুণমান তৈরি করতে পারে।
আমি কিভাবে আমার অ্যালুমিনিয়াম ঢালাই মধ্যে porosity প্রতিরোধ করতে পারি?
পোরোসিটির দুটি মূল কারণ রয়েছে: দ্রবীভূত হাইড্রোজেন (গ্যাস পোরোসিটি) এবং সংকোচনের অপর্যাপ্ত খাওয়ানো (সঙ্কোচন পোরোসিটি)। গ্যাসের পোরোসিটি মোকাবেলা করার জন্য, সমস্ত ছাঁচের উপকরণ এবং ধাতু শুকিয়ে রাখুন, একটি কভারিং ফ্লাক্স ব্যবহার করুন এবং ঢালার আগে গলিয়ে দিন। সঙ্কুচিত পোরোসিটি মোকাবেলা করার জন্য, নিশ্চিত করুন যে আপনার রাইজারটি ঢালাই শক্ত হওয়ার পরে তরল থাকার জন্য যথেষ্ট বড় - রাইজার মডুলাসটি অবশ্যই সবচেয়ে ভারী কাস্টিং বিভাগের মডুলাসকে কমপক্ষে 20% অতিক্রম করতে হবে। ভারী অংশের সংলগ্ন ঠাণ্ডাগুলিও সংকোচনের চাহিদা কমাতে স্থানীয় দৃঢ়করণকে ত্বরান্বিত করে সাহায্য করে।
অ্যালুমিনিয়াম ঢালাইয়ে প্রাচীরের ন্যূনতম বেধ কতটুকু অর্জন করা যায়?
ন্যূনতম প্রাচীর বেধ ঢালাই প্রক্রিয়ার উপর নির্ভর করে। উচ্চ-চাপ ডাই কাস্টিং সবচেয়ে পাতলা দেয়াল অর্জন করে — যত কম 0.8 মিমি উচ্চ-বেগ মেটাল ইনজেকশন সহ অপ্টিমাইজড ডাই ডিজাইনে। বিনিয়োগ কাস্টিং নির্ভরযোগ্যভাবে 1.0-1.5 মিমি অর্জন করে। স্থায়ী ছাঁচ (গ্র্যাভিটি ডাই) ঢালাই সর্বনিম্ন 2-3 মিমি হ্যান্ডেল। বালি ঢালাইয়ের জন্য সাধারণত নির্ভরযোগ্য ভরাটের জন্য 3-5 মিমি ন্যূনতম দেয়ালের প্রয়োজন হয়, যদিও দক্ষ ফাউন্ড্রি অপারেটররা উচ্চ সিলিকন ফ্লুইডিটি অ্যালয় এবং ভাল-গেটেড মোল্ড সহ ছোট অংশে 2 মিমি অর্জন করেছে।
ঢালাই অ্যালুমিনিয়াম ঢালাই করা যাবে?
হ্যাঁ, অনেক অ্যালুমিনিয়াম ঢালাই খাদ ঢালাই করা যেতে পারে, তবে প্রক্রিয়াটির যত্ন প্রয়োজন। A356 এবং 535 অ্যালয় হল সবচেয়ে ঝালাইযোগ্য সাধারণ ঢালাই অ্যালয়। 4043 বা 5356 ফিলার ওয়্যার সহ গ্যাস টাংস্টেন আর্ক ওয়েল্ডিং (GTAW/TIG) একটি আদর্শ অনুশীলন। A380 ধারণকারী HPDC অংশগুলিকে সাধারণত ঢালাইয়ের সময় মুক্তি পাওয়া তামার উপাদান এবং গ্যাসের ছিদ্রের কারণে কাঠামোগত প্রয়োগে অপরিবর্তনীয় বলে মনে করা হয়। ঢালাই কাস্ট অ্যালুমিনিয়াম হলে, থার্মাল শক ক্র্যাকিং কমাতে এলাকাটিকে 150-200°C তাপমাত্রায় প্রি-হিট করুন এবং A356-এ স্ট্রাকচারাল জয়েন্টগুলির জন্য 2-4 ঘন্টার জন্য 175°C-তে ঢালাই পরবর্তী স্ট্রেস রিলিফের সুপারিশ করা হয়।
অ্যালুমিনিয়াম ঢালাই তৈরি করতে কতক্ষণ লাগে?
সীসা সময় প্রক্রিয়া এবং সরবরাহকারী অবস্থান দ্বারা ব্যাপকভাবে পরিবর্তিত হয়. 3D-প্রিন্টেড বালি ছাঁচ ঢালাইয়ের জন্য (প্রোটোটাইপ পরিমাণ), প্রথম নিবন্ধের লিড টাইম 3-10 ব্যবসায়িক দিন প্রতিষ্ঠিত সরবরাহকারীদের কাছ থেকে অর্জনযোগ্য। একটি নতুন প্যাটার্ন সহ প্রচলিত বালি ঢালাই: প্যাটার্ন তৈরির জন্য 4-8 সপ্তাহ এবং ঢালাইয়ের জন্য 1-2 সপ্তাহ। নতুন টুলিং সহ এইচপিডিসি: ডাই ম্যানুফ্যাকচারিংয়ের জন্য 10-20 সপ্তাহ, তারপরে 2-4 সপ্তাহে উত্পাদনের পরিমাণ। ইনভেস্টমেন্ট কাস্টিং: টুলিংয়ের জন্য 8-16 সপ্তাহ, উত্পাদনের জন্য 3-6 সপ্তাহ। উচ্চ খরচে ত্বরান্বিত টুলিং প্রোগ্রামগুলি প্রিমিয়াম সরবরাহকারীদের সাথে 30-50% দ্বারা এই টাইমলাইনগুলিকে সংকুচিত করতে পারে।
ডাই কাস্টিং এবং বালি ঢালাই অ্যালুমিনিয়ামের মধ্যে পার্থক্য কী?
বালি ঢালাই ব্যয়যোগ্য বালির ছাঁচ ব্যবহার করে যা অংশটি ছেড়ে দেওয়ার জন্য ধ্বংস হয়ে যায় — জটিল জ্যামিতি এবং খুব বড় অংশগুলিকে সক্ষম করে, তবে নিম্ন পৃষ্ঠের সমাপ্তি, ব্যাপক সহনশীলতা এবং ধীর চক্রের সময়। ডাই কাস্টিং স্থায়ী শক্ত ইস্পাত ছাঁচ ব্যবহার করে (ডাই) এবং উচ্চ চাপে ধাতুকে ইনজেক্ট করে — চমৎকার পৃষ্ঠের ফিনিশ (1–2 µm Ra), আঁটসাঁট সহনশীলতা (±0.05–0.15 মিমি), এবং খুব উচ্চ উৎপাদন হার (30-120 সেকেন্ড সাইকেল) অর্জন করে, কিন্তু উচ্চ টুলিং খরচ এবং ন্যূনতম প্রয়োজনীয়তা যা এটিকে কম করে তোলে। 10,000 অংশ। প্রোটোটাইপ, বড় অংশ এবং কম ভলিউমের জন্য বালি ঢালাই ভাল; ডাই কাস্টিং ছোট থেকে মাঝারি নির্ভুল উপাদানগুলির উচ্চ-ভলিউম উৎপাদনে উৎকর্ষ সাধন করে।
অ্যালুমিনিয়াম ঢালাই কি পরিবেশ বান্ধব?
মাধ্যমিক (পুনর্ব্যবহারযোগ্য) খাদ ব্যবহার করে অ্যালুমিনিয়াম ঢালাই পরিবেশগতভাবে অনুকূল ধাতু তৈরির প্রক্রিয়াগুলির মধ্যে একটি। সেকেন্ডারি অ্যালুমিনিয়ামের জন্য প্রাথমিক অ্যালুমিনিয়াম উৎপাদনের শক্তির মাত্র 5% প্রয়োজন এবং CO₂ নির্গমনের একটি ভগ্নাংশ উৎপন্ন করে। অ্যালুমিনিয়ামের উচ্চ পুনর্ব্যবহারযোগ্যতা — স্বয়ংচালিত সেক্টরে পুনর্ব্যবহারযোগ্য হার 90% এর উপরে — এবং অনেক ফাউন্ড্রি অপারেশনে ক্লোজড-লুপ উপাদান প্রবাহ এটিকে প্রাথমিক ধাতু ব্যবহার করা প্রক্রিয়াগুলির তুলনায় উল্লেখযোগ্যভাবে সবুজ করে তোলে। প্রধান পরিবেশগত উদ্বেগগুলি হল ফ্লাক্স ব্যবহার থেকে ফ্লোরাইড নির্গমন (আধুনিক ফাউন্ড্রিতে ভেজা স্ক্রাবার দ্বারা নিয়ন্ত্রিত) এবং মেশিনিং অপারেশনে কুল্যান্ট ব্যবস্থাপনা।
আমি কি ডাই-কাস্ট অ্যালুমিনিয়াম অংশগুলিকে অ্যানোডাইজ করতে পারি?
স্ট্যান্ডার্ড এইচপিডিসি অ্যালোয় যেমন A380 (যাতে 3-4% তামা থাকে) একটি সামঞ্জস্যপূর্ণ মানের ফিনিশের জন্য অ্যানোডাইজ করে না — তামার উপাদান অ্যানোডিক স্তরে বাদামী বা কালো দাগ সৃষ্টি করে। ডাই-কাস্ট অ্যালুমিনিয়ামে অ্যানোডাইজড চেহারার পৃষ্ঠের জন্য, একটি কম-কপার অ্যালয় যেমন A360 (0.6% এর নিচে তামা) বা একটি বিশেষ প্রসাধনী ডাই কাস্টিং অ্যালয় নির্দিষ্ট করুন। A356 এবং 535 সংকর ধাতু পরিষ্কারভাবে অ্যানোডাইজ করে এবং একইভাবে রঙিন রং গ্রহণ করে। যদি ডাই কাস্টিং প্রয়োজন হয় এবং অ্যানোডাইজিং নির্দিষ্ট করা হয়, তাহলে টুলিং তৈরি হওয়ার পরে অসঙ্গতি খুঁজে না পেয়ে ডিজাইনের পর্যায়ে একটি উপযুক্ত নিম্ন-তামার খাদ নির্বাচন করতে আপনার কাস্টিং সরবরাহকারীর সাথে কাজ করুন।









