
বাড়ি / খবর / শিল্প সংবাদ / অ্যালুমিনিয়াম মেশিন যন্ত্রাংশ বনাম কাস্টিং: সহনশীলতা, মূল্য এবং অ্যালোয়
অ্যালুমিনিয়াম মেশিনের অংশগুলি অ্যালুমিনিয়াম কাস্টিংকে ছাড়িয়ে যায় যখন সহনশীলতা এবং কাঠামোগত অখণ্ডতা সবচেয়ে বেশি হয়
সংক্ষিপ্ত উত্তর: চয়ন করুন অ্যালুমিনিয়াম মেশিনযুক্ত অংশ যখনই একটি উপাদানের আঁট মাত্রিক সহনশীলতার প্রয়োজন হয় (সাধারণত ±0.01 মিমি থেকে ±0.05 মিমি), একটি সম্পূর্ণ ঘন মাইক্রোস্ট্রাকচার ছিদ্রমুক্ত, অথবা একটি নিম্ন-থেকে-মধ্য উত্পাদন ভলিউম যেখানে টুলিং খরচ ন্যায়সঙ্গত হতে পারে না। বেছে নিন অ্যালুমিনিয়াম ঢালাই যখন জ্যামিতি জটিল হয়, তখন রানের আকার বড় হয় (প্রায়শই 10,000 ইউনিট), এবং সামান্য কম মাত্রিক নির্ভুলতা গ্রহণযোগ্য। কোন প্রক্রিয়াই সার্বজনীনভাবে "ভাল" নয় — তারা বিভিন্ন প্রকৌশল সমস্যার সমাধান করে, এবং সবচেয়ে শক্তিশালী সাপ্লাই চেইনগুলি আসলে উভয়কে একত্রিত করে, একটি ঢালাই খালি জায়গায় ক্রিটিকাল মেটিং সারফেস মেশিন করে।
এই নিবন্ধটি বিয়োগমূলক মেশিনিং এবং কাস্টিংয়ের মধ্যে প্রকৃত পার্থক্যগুলি ভেঙে দেয়, প্রতিটি প্রক্রিয়ার জন্য অ্যালোয়গুলি, আপনি বাস্তবসম্মতভাবে যে সহনশীলতা আশা করতে পারেন এবং ক্রেতারা কীভাবে 2026 সালে প্রকৃত উত্পাদন আদেশের বাণিজ্য বন্ধের সিদ্ধান্ত নেয়।
কিভাবে অ্যালুমিনিয়াম মেশিন যন্ত্রাংশ প্রকৃতপক্ষে উত্পাদিত হয়
মেশিনযুক্ত অ্যালুমিনিয়াম অংশগুলি পেটা স্টক হিসাবে জীবন শুরু করে — বার, প্লেট বা এক্সট্রুশন — যার ইতিমধ্যেই একটি সামঞ্জস্যপূর্ণ, অকার্যকর-মুক্ত শস্য কাঠামো রয়েছে যা রোলিং বা এক্সট্রুশন থেকে। একটি CNC মিল বা লেদ তারপর চূড়ান্ত জ্যামিতি আবির্ভূত না হওয়া পর্যন্ত নিয়ন্ত্রিত পাসে উপাদান সরিয়ে দেয়। কোন গলে যাওয়া পদক্ষেপ নেই, ক্ষতিপূরণের জন্য কোন সংকোচন নেই এবং অংশের ভিতরে আটকে থাকা গ্যাস পকেটের কোন ঝুঁকি নেই।
আদর্শ উৎপাদন ক্রম
- কাঁচা স্টক নির্বাচন এবং একটি মোটামুটি ফাঁকা আকার কাটা
- টুল পাথ সিমুলেশন সহ 3D মডেল থেকে CAM প্রোগ্রামিং
- রুক্ষ মিলিং বা বাঁক দ্রুত বাল্ক উপাদান অপসারণ
- অংশটিকে চূড়ান্ত মাত্রার কাছাকাছি আনতে সেমি-ফিনিশ পাস
- আঁটসাঁট সহনশীলতা পৃষ্ঠের জন্য ধীর ফিড হারে শেষ পাস
- Deburring, পরিষ্কার, এবং মাত্রিক পরিদর্শন
- ঐচ্ছিক পৃষ্ঠ চিকিত্সা (অ্যানোডাইজিং, প্যাসিভেশন, পুঁতি বিস্ফোরণ)
একটি 5-অক্ষের মেশিনিং সেন্টার বেশিরভাগ অপারেশনের মাধ্যমে একটি একক অংশের অভিযোজন ধরে রাখতে পারে, যা ফিক্সচারিং ত্রুটিকে হ্রাস করে এবং কোণীয় বৈশিষ্ট্য সহ অংশগুলিতে চক্রের সময়কে ছোট করে — এমন কিছু অর্জন করতে একটি 3-অক্ষ মিলের একাধিক সেটআপের প্রয়োজন হবে।
মেশিনযুক্ত যন্ত্রাংশ বনাম অ্যালুমিনিয়াম কাস্টিং: একটি সরাসরি তুলনা
ক্রেতারা প্রায়শই জিজ্ঞাসা করে যে একটি একক অঙ্কন বিদ্যমান হওয়ার আগে একটি অংশ "কাস্ট করা উচিত" বা মেশিন করা উচিত কিনা। নীচের সারণীটি ব্যবহারিক পার্থক্যগুলিকে তুলে ধরে যা প্রকৃতপক্ষে সেই সিদ্ধান্তটিকে তাত্ত্বিক বিষয়গুলির পরিবর্তে একটি উৎপাদন তলায় চালিত করে৷
| ফ্যাক্টর | অ্যালুমিনিয়াম মেশিন যন্ত্রাংশ | অ্যালুমিনিয়াম ঢালাই |
|---|---|---|
| সাধারণ সহনশীলতা | ±0.01 মিমি থেকে ±0.05 মিমি | ±0.2 মিমি থেকে ± 0.5 মিমি (কাস্ট হিসাবে) |
| অভ্যন্তরীণ porosity ঝুঁকি | কোনটিই নয় (নির্মিত স্টক) | বর্তমান, বিশেষ করে পুরু বিভাগে |
| টুলিং বিনিয়োগ | কম (শুধুমাত্র ফিক্সচার) | উচ্চ (ডাই বা ছাঁচ) |
| সেরা অর্ডার ভলিউম | মধ্য ভলিউম থেকে প্রোটোটাইপ | মধ্য থেকে উচ্চ ভলিউম |
| জ্যামিতি স্বাধীনতা | টুল অ্যাক্সেস দ্বারা সীমিত | জটিল অভ্যন্তরীণ গহ্বর সম্ভব |
| যান্ত্রিক শক্তি | উচ্চতর, অভিন্ন শস্য প্রবাহ | তাপ চিকিত্সা না হলে নিম্ন |
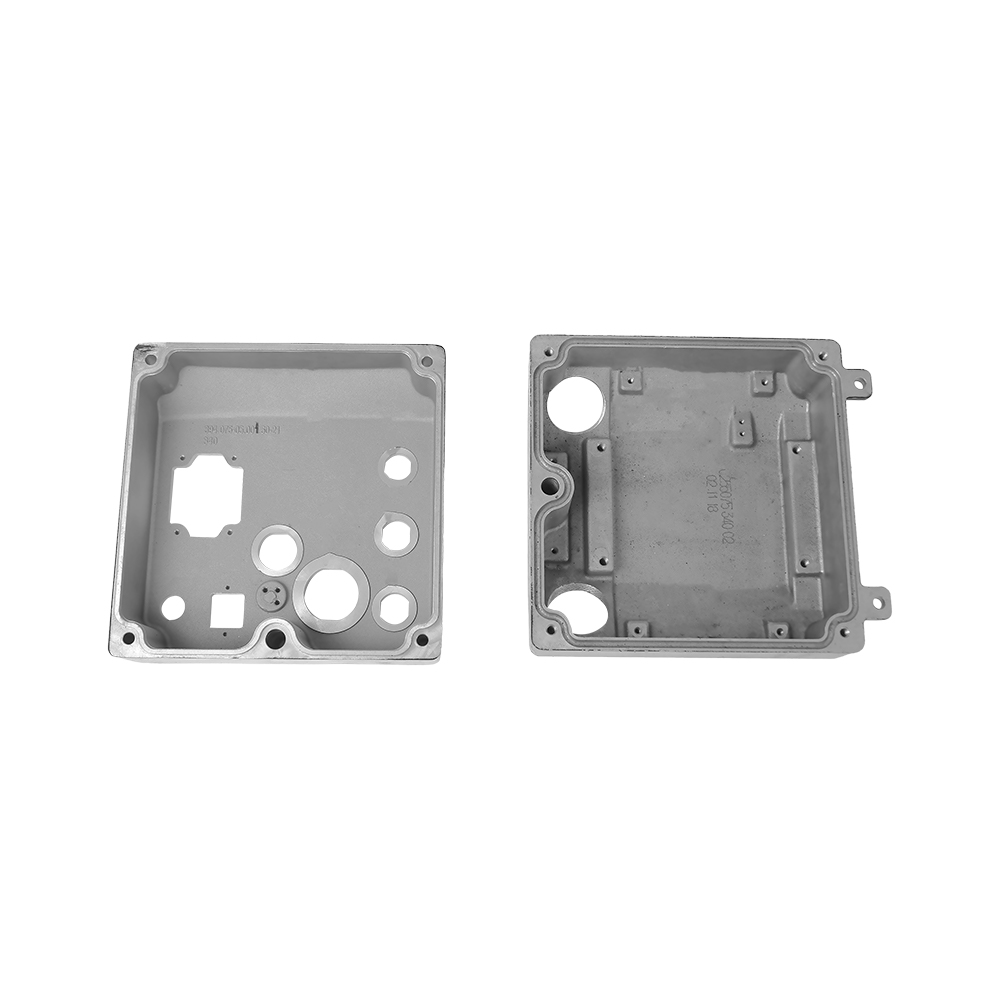
অনুশীলনে, অনেক উত্পাদন প্রোগ্রাম উভয় প্রক্রিয়া একসাথে ব্যবহার করে: একটি অ্যালুমিনিয়াম ঢালাই অর্থনৈতিকভাবে রুক্ষ হাউজিং আকৃতি তৈরি করে, এবং মেশিনিং তারপর ভারবহন বোর, মাউন্টিং ফেস, এবং থ্রেডেড গর্তগুলি শেষ করে যেগুলির নির্ভুলতা প্রয়োজন যেমন-কাস্ট পৃষ্ঠ সরবরাহ করতে পারে না।
খাদ নির্বাচন: মেশিন টেবিলে আসলে কী যায়
প্রতিটি অ্যালুমিনিয়াম গ্রেড মেশিন একইভাবে নয়, এবং আপস্ট্রিমে নির্বাচিত খাদ কাটার গতি, সরঞ্জাম পরিধান এবং চূড়ান্ত অংশের শক্তি নির্ধারণ করে।
কমন অ্যালয় এবং তাদের মেশিনিং আচরণ
| খাদ | মেশিনিবিলিটি রেটিং | সাধারণ ব্যবহার |
|---|---|---|
| 6061-T6 | ভাল | সাধারণ কাঠামোগত বন্ধনী, হাউজিং |
| 6082-T6 | ভাল | লোড-ভারবহন ফ্রেম, গিয়ারবক্স হাউজিং |
| 7075-T6 | মেলা | মহাকাশ জিনিসপত্র, উচ্চ চাপ অংশ |
| 2024-T3 | মেলা | ক্লান্তি-সমালোচনামূলক কাঠামোগত সদস্য |
| 5052-H32 | চমৎকার | শীট ধাতু প্রাপ্ত machined প্লেট |
7075 এই তালিকায় সর্বোচ্চ শক্তি-থেকে-ওজন অনুপাত অফার করে তবে কাটার সময় আরও তাপ এবং সরঞ্জাম পরিধান করে, এই কারণেই 7075 যন্ত্রাংশের উচ্চ ভলিউম চলা দোকানগুলি 6061-এ ব্যবহার করার তুলনায় প্রলিপ্ত কার্বাইড টুলিং এবং কম স্পিন্ডেল ফিড হারের পক্ষে।
সহনশীলতা, সারফেস ফিনিশ এবং "নির্ভুলতা" এর প্রকৃত অর্থ কী
"নির্ভুলতা" শব্দটি সরবরাহকারী বিপণনে ঢিলেঢালাভাবে ব্যবহৃত হয়, তাই এটি প্রকৃত সংখ্যায় নোঙ্গর করতে সাহায্য করে। 6061 অ্যালুমিনিয়ামের উপর একটি সাধারণ-উদ্দেশ্য 3-অক্ষের মিল আরামদায়কভাবে ধারণ করে ±0.05mm একটি মাঝারি আকারের অংশ জুড়ে। তাপমাত্রা-নিয়ন্ত্রিত কুল্যান্ট এবং ক্যালিব্রেটেড প্রোবিং সহ একটি অনমনীয় 5-অক্ষ কেন্দ্রে স্থানান্তর করা হলে তা নিচে নামিয়ে আনতে পারে ±0.01mm সমালোচনামূলক বৈশিষ্ট্যগুলির উপর, যা সর্বাধিক নির্ভুলতা বহনকারী আসন এবং সিলিং পৃষ্ঠগুলির প্রয়োজন।
মেশিনিং পরে সারফেস ফিনিশ অপশন
- অ্যাস-মেশিন ফিনিশ (Ra 1.6–3.2 μm) — অভ্যন্তরীণ, অ-প্রসাধনী পৃষ্ঠের জন্য মানক
- পুঁতি ব্লাস্টিং — অভিন্ন ম্যাট টেক্সচার, টুলের চিহ্ন লুকায়
- টাইপ II পরিষ্কার বা রঙের অ্যানোডাইজিং — জারা প্রতিরোধের প্লাস রঙের বিকল্প
- টাইপ III হার্ড অ্যানোডাইজিং — স্লাইডিং বা চলন্ত অ্যাসেম্বলির জন্য পরিধান প্রতিরোধের
- পলিশিং — দৃশ্যমান ভোক্তা-মুখী অংশগুলির জন্য আয়না বা সাটিন ফিনিস
ঢালাই অংশ, বিপরীতে, সরাসরি ছাঁচ বা ডাই পৃষ্ঠের জমিন উত্তরাধিকারী হয়। একটি ঢালাইয়ের উপর একই পৃষ্ঠের গুণমান অর্জনের জন্য সাধারণত শুধুমাত্র কার্যকরী পৃষ্ঠগুলিতে একটি গৌণ মেশিনিং পাসের প্রয়োজন হয় — যা আগে উল্লেখ করা হাইব্রিড ওয়ার্কফ্লো।

যেখানে অ্যালুমিনিয়াম মেশিনের অংশগুলি বাস্তব পণ্যগুলিতে প্রদর্শিত হয়
নীচের অ্যাপ্লিকেশনগুলি প্রতিফলিত করে যেখানে মেশিনিংয়ের সহনশীলতা এবং শক্তির সুবিধাগুলি কাস্টিংয়ের তুলনায় প্রতি-ইউনিট খরচকে প্রকৃতপক্ষে ন্যায়সঙ্গত করে।
সাধারণ আবেদন এলাকা
- রোবোটিক্স জয়েন্ট এবং নির্ভুল গতি পর্যায়ে পুনরাবৃত্তিযোগ্য অবস্থান প্রয়োজন
- অপটিক্যাল এবং ক্যামেরা মাউন্টিং বন্ধনী যেখানে প্রান্তিককরণ সহনশীলতা গুরুত্বপূর্ণ
- ক্লান্তি লোডিং অধীনে মহাকাশ জিনিসপত্র এবং কাঠামোগত সংযোগকারী
- সেমিকন্ডাক্টর সরঞ্জাম উপাদান ভ্যাকুয়াম-আঁট সিলিং মুখ প্রয়োজন
- মেডিক্যাল ডিভাইস হাউজিংগুলির পুনরাবৃত্তিযোগ্য, দূষণ-মুক্ত পৃষ্ঠের প্রয়োজন
- কাস্টিং ডাই চালু হওয়ার আগে কাস্টম স্বয়ংচালিত প্রোটোটাইপ অংশ
প্রোটোটাইপিং এবং প্রারম্ভিক উত্পাদন চলাকালীন একটি নতুন পণ্য সম্পূর্ণরূপে মেশিনযুক্ত যন্ত্রাংশের সাথে লঞ্চ করা সাধারণ ব্যাপার, তারপর হালকা মেশিনের সাহায্যে খালি জায়গায় স্থানান্তর করা হয় যখন টুলিং খরচ পরিমার্জন করার জন্য ভলিউম যথেষ্ট বেড়ে যায় - একটি প্যাটার্ন যা শিল্প সরঞ্জাম এবং ভোক্তা ইলেকট্রনিক্স সরবরাহ চেইন জুড়ে ধারাবাহিকভাবে দেখা যায়।
খরচ তুলনা: মেশিনিং বনাম কাস্টিং এর প্রতি-ইউনিট অর্থনীতি
মেশিনিং এর কোন আগাম টুলিং খরচ বহন করে না, কিন্তু প্রতি-ইউনিট মূল্য ভলিউম জুড়ে তুলনামূলকভাবে ফ্ল্যাট থাকে কারণ প্রতিটি অংশ এখনও একই মেশিন সময় ব্যবহার করে। কাস্টিং এর জন্য আগে থেকেই ডাই বা মোল্ড বিনিয়োগের প্রয়োজন হয়, কিন্তু হাজার হাজার ইউনিট জুড়ে বিনিয়োগ ছড়িয়ে পড়লে প্রতি-ইউনিট খরচ তীব্রভাবে কমে যায়।
ব্রেক-ইভেন আচরণ
একটি সাধারণ মধ্য-জটিল বন্ধনীর জন্য, আংশিক জটিলতা এবং চক্রের সময়ের উপর নির্ভর করে, মেশিনিং মোটামুটি 500-2,000 ইউনিটের নিচে মোট খরচের বিকল্প হিসাবে থাকে। এই আয়তনের উপরে, ক্রিটিকাল ফেসগুলিতে হালকা মেশিনিং সহ ডাই-কাস্ট অ্যালুমিনিয়াম সাধারণত আরও লাভজনক হয়ে ওঠে, যেহেতু ডাই খরচ পরিমাপ করা হয় এবং প্রতি অংশে চক্রের সময় সম্পূর্ণ CNC প্রোগ্রামের তুলনায় অনেক কম।
উপাদান ব্যবহার ক্রেতাদের উপেক্ষা আরেকটি কারণ: কঠিন বার থেকে একটি অংশ machining চলে যেতে পারে মূল স্টকের 50% থেকে 80% স্ক্র্যাপ হিসাবে , যেখানে ঢালাই অংশটিকে কাছাকাছি-নেট-আকৃতি দেয় এবং অনেক কম বর্জ্য উৎপন্ন করে — যদিও অ্যালুমিনিয়াম স্ক্র্যাপ সহজেই পুনর্ব্যবহারযোগ্য, তাই এটি স্থায়িত্বের ফলাফলের চেয়ে খরচকে বেশি প্রভাবিত করে।
গুণমান নিয়ন্ত্রণ চেক ক্রেতাদের অনুরোধ করা উচিত
মেশিনযুক্ত অ্যালুমিনিয়াম যন্ত্রাংশের একটি ব্যাচ গ্রহণ করার আগে, একজন ক্রেতাকে নিশ্চিত করা উচিত যে সরবরাহকারী নিম্নলিখিত চেকগুলি চালায়, কারণ এটি সরাসরি প্রতিফলিত করে যে উল্লিখিত সহনশীলতাগুলি কেবল অঙ্কনের পরিবর্তে দোকানের মেঝেতে অর্জন করা হয়েছিল কিনা।
- অঙ্কনের বিরুদ্ধে সম্পূর্ণ মাত্রিক ডেটা সহ প্রথম নিবন্ধ পরিদর্শন (এফএআই) রিপোর্ট
- CMM (সমন্বয় পরিমাপ মেশিন) সমালোচনামূলক সহনশীলতা বৈশিষ্ট্যের জন্য রিপোর্ট
- কার্যকরী বা সিলিং পৃষ্ঠের উপর পৃষ্ঠের রুক্ষতা পরীক্ষা
- উপাদান শংসাপত্র মূল মিল ব্যাচ খুঁজে পাওয়া যায়
- Anodize বা আবরণ বেধ যাচাই যেখানে পৃষ্ঠ চিকিত্সা নির্দিষ্ট করা হয়
প্রত্যাখ্যান করা চালানের পরিবর্তে প্রথম উত্পাদন চালানোর আগে এই নথিগুলিকে সামনের দিকে অনুরোধ করা, সম্পর্কের পরে মাত্রিক বিরোধ এড়ানোর একক সবচেয়ে কার্যকর উপায়।
একটি নতুন অংশের জন্য মেশিন এবং কাস্ট অ্যালুমিনিয়ামের মধ্যে সিদ্ধান্ত নেওয়া
একটি ব্যবহারিক সিদ্ধান্তের চেকলিস্ট যা প্রতিফলিত করে যে অভিজ্ঞ ক্রেতারা আসলে একটি নতুন অংশ নম্বরের সাথে যোগাযোগ করে:
- অংশের কোথাও কি সহনশীলতার প্রয়োজনীয়তা ± 0.1 মিমি এর চেয়ে বেশি শক্ত? চর্বিহীন মেশিন.
- প্রত্যাশিত বার্ষিক আয়তন কি প্রায় 2,000 ইউনিটের নিচে? চর্বিহীন মেশিন.
- অংশে কি জটিল অভ্যন্তরীণ গহ্বর রয়েছে যা মিলের জন্য ব্যয়বহুল হবে? চর্বিহীন ঢালাই বা হাইব্রিড।
- চক্রীয় লোড অধীনে ক্লান্তি প্রতিরোধের একটি নকশা ড্রাইভার? চর্বিহীন যন্ত্রযুক্ত পেটা খাদ।
- অংশটি কি এখনও ডিজাইন-পরিবর্তন-ভারী প্রোটোটাইপ পর্যায়ে রয়েছে? লীন মেশিনযুক্ত, যেহেতু ডিজাইন পরিবর্তন করার সময় কোন ডাই স্ক্র্যাপ করার দরকার নেই।
ঠিক এই কারণেই অনেক নির্মাতারা বিকাশের সময় ছোট মেশিনযুক্ত ব্যাচগুলি অর্ডার করে এবং ডিজাইনটি বেশ কয়েকটি সংশোধন চক্রের মাধ্যমে স্থিতিশীল হওয়ার পরে শুধুমাত্র একটি অ্যালুমিনিয়াম কাস্টিং ডাইতে লক করে।
নির্ভুলতা হারানো ছাড়া কম খরচে অ্যালুমিনিয়াম মেশিনের অংশ ডিজাইন করা
মেশিনিং খরচ বেশিরভাগ ক্রেতাদের প্রত্যাশার চেয়ে অনেক বেশি ডিজাইন পছন্দ দ্বারা চালিত হয়। অভিন্ন ফাংশন সহ দুটি অংশ বিশুদ্ধভাবে 40% খরচের পার্থক্য বহন করতে পারে কারণ একটি মেশিনিং মাথায় রেখে আঁকা হয়েছিল এবং অন্যটি ছিল না। নিম্নলিখিত ডিজাইন-ফর-ম্যানুফ্যাকচারিং (DFM) নীতিগুলি ধারাবাহিকভাবে অ্যালুমিনিয়াম অংশগুলিতে চক্রের সময় এবং স্ক্র্যাপের হার হ্রাস করে।
তীক্ষ্ণ অভ্যন্তরীণ কোণগুলির পরিবর্তে কর্নার রেডিআই
একটি স্ট্যান্ডার্ড এন্ড মিল একটি সত্যিকারের তীক্ষ্ণ অভ্যন্তরীণ কোণ কাটতে পারে না — এটি সর্বদা টুল ব্যাসার্ধের সমান একটি ব্যাসার্ধ ছেড়ে যায়। একটি ছোট অভ্যন্তরীণ ব্যাসার্ধ (সাধারণত অংশের আকারের উপর নির্ভর করে 0.5 মিমি থেকে 3 মিমি) নির্দিষ্ট করা যা একটি আদর্শ টুলের সাথে মেলে তা কাস্টম টুলিং এবং বারবার টুল পরিবর্তন এড়ায়, যা অনেক পকেট সহ অংশগুলিতে চক্রের সময়কে লক্ষণীয়ভাবে ছোট করে।
প্রাচীর বেধ এবং বিচ্যুতি
1.5 মিমি এর নিচে পাতলা অ্যালুমিনিয়াম দেয়াল কাটিং ফোর্স এর অধীনে বিচ্যুত হতে পারে, বকবক চিহ্ন এবং মাত্রিক ড্রিফট তৈরি করে, বিশেষ করে 6061 এবং নরম মেজাজে। কাঠামোগত দেয়ালগুলিকে মোটামুটি 2 মিমি উপরে রাখা, বা অস্থায়ী ওয়েবিং যোগ করা যা পরবর্তী অপারেশনে অপসারণ করা হয়, পুরো কাটিং সিকোয়েন্সের মাধ্যমে সহনশীলতা ধরে রাখার জন্য অংশটিকে যথেষ্ট শক্ত রাখে।
গর্তের গভীরতা থেকে ব্যাসের অনুপাত
স্ট্যান্ডার্ড ড্রিলিং প্রায় 5:1 এর গভীরতা-থেকে-ব্যাস অনুপাত পর্যন্ত দক্ষ থাকে। এর বাইরে, চিপ উচ্ছেদ করা কঠিন হয়ে যায়, টুলের বিচ্যুতি বৃদ্ধি পায় এবং সোজাতা ক্ষতিগ্রস্ত হয়। এই অনুপাতের বাইরে গভীর, সরু গর্তগুলির জন্য প্রায়শই বন্দুক ড্রিলিং বা পেক-ড্রিলিং চক্রের প্রয়োজন হয়, উভয়ই মেশিনের সময় এবং খরচ যোগ করে যা একজন ডিজাইনার কখনও কখনও গর্তটিকে ছোট করে বা এর ব্যাস বাড়িয়ে এড়াতে পারেন।
সেটআপ মিনিমাইজ করা
প্রতিবার একটি অংশকে ক্ল্যাম্পড করা এবং পুনরায় ফিক্সচার করা হয়, অল্প পরিমাণে অবস্থানগত ত্রুটি পুনরায় প্রবর্তন করা হয় এবং মেশিনের সময় পুনরায় অবস্থানে হারিয়ে যায়। বৈশিষ্ট্যগুলি ডিজাইন করা যাতে একটি একক অভিযোজন থেকে যতটা সম্ভব পৌঁছানো যায়, বা বিপরীত মুখ থেকে যেখানে একটি 4র্থ-অক্ষ বা 5-অক্ষ মেশিন ম্যানুয়াল রি-ফিক্সচারিং ছাড়াই অ্যাক্সেস করতে পারে, সহনশীলতা স্ট্যাক-আপ এবং খরচ উভয়ই নিয়ন্ত্রণে রাখে।

শিল্প-নির্দিষ্ট প্রয়োজনীয়তা যা ক্রেতাদের মেশিনের দিকে ঠেলে দেয়
বিভিন্ন শিল্প তাদের নিজস্ব নিয়ন্ত্রক এবং কর্মক্ষমতা চাপের উপর ভিত্তি করে মেশিনিং-বনাম-কাস্টিং সিদ্ধান্তকে ভিন্নভাবে ওজন করে।
মহাকাশ এবং প্রতিরক্ষা
ওজন সঞ্চয় সরাসরি জ্বালানি বা পেলোড ক্ষমতার মধ্যে অনুবাদ করে, তাই মহাকাশ বন্ধনী এবং ফিটিংগুলি প্রায় সবসময় 7075 বা 2024 তৈরি করা স্টক থেকে তৈরি করা হয় না, কারণ সম্পূর্ণ ঘন শস্য কাঠামো বারবার ফ্লাইট-লোড চক্রের অধীনে অনুমানযোগ্য ক্লান্তি জীবন দেয়। ট্রেসেবিলিটি প্রয়োজনীয়তাগুলিও তৈরি উপাদানের পক্ষে, যেহেতু মিল সার্টিফিকেশনগুলি একাধিক তাপ মিশ্রিত করতে পারে এমন একটি গলিত পুলের পরিবর্তে একটি একক অবিচ্ছিন্ন ব্যাচ অনুসরণ করে।
সেমিকন্ডাক্টর এবং ভ্যাকুয়াম ইকুইপমেন্ট
ভ্যাকুয়াম চেম্বার এবং ওয়েফার-হ্যান্ডলিং উপাদানগুলি ঢালাইয়ে সাধারণ মাইক্রোপোরোসিটি সহ্য করতে পারে না, যেহেতু আটকে থাকা গ্যাস পকেটগুলি ভ্যাকুয়াম পরিবেশের ভিতরে ধীরে ধীরে বেরিয়ে যেতে পারে এবং একটি প্রক্রিয়া চেম্বারকে দূষিত করতে পারে। সম্পূর্ণ ঘন কাঠামো সহ মেশিনযুক্ত 6061 বা 6082 অংশগুলি এই সিলিং পৃষ্ঠগুলির জন্য আদর্শ পছন্দ।
মেডিকেল ডিভাইস
একটি ব্যাচের প্রতিটি ইউনিট জুড়ে পৃষ্ঠের পরিচ্ছন্নতা এবং মাত্রিক পুনরাবৃত্তিযোগ্যতা চিকিৎসা অ্যাপ্লিকেশনে কাঁচামালের খরচের চেয়ে বেশি। মেশিনযুক্ত অংশগুলি অ্যানোডাইজড বা প্যাসিভেটেড মেডিকেল হাউজিংগুলির জন্য আরও সামঞ্জস্যপূর্ণ পৃষ্ঠের ফিনিস অফার করে এবং অভ্যন্তরীণ শূন্যতার অনুপস্থিতি পরিষ্কারের চক্রের সময় আটকে থাকা দূষকগুলির ঝুঁকি হ্রাস করে।
স্বয়ংচালিত প্রোটোটাইপিং এবং কম ভলিউম উত্পাদন
স্বয়ংচালিত প্রোগ্রামগুলি প্রায়শই একটি নতুন বন্ধনী বা হাউজিংয়ের প্রথম কয়েকশ ইউনিটকে মেশিনযুক্ত যন্ত্রাংশ হিসাবে অর্ডার করে যখন চূড়ান্ত কাস্ট সংস্করণের জন্য ডাই ডেভেলপমেন্ট এখনও চলছে, যা বহু মাসের টুলিং লিড টাইমের জন্য অপেক্ষা না করে গাড়ির পরীক্ষাকে এগিয়ে যাওয়ার অনুমতি দেয়।
রোবোটিক্স এবং মোশন কন্ট্রোল
রোবোটিক জয়েন্ট এবং রৈখিক গতি পর্যায়ে পুনরাবৃত্তিযোগ্য অবস্থান প্রতিটি ইউনিট জুড়ে টাইট, সামঞ্জস্যপূর্ণ সহনশীলতার উপর নির্ভর করে। মেশিনযুক্ত অ্যালুমিনিয়াম, ক্রিটিক্যাল বোরস এবং মাউন্টিং ফেসগুলিতে ±0.01mm থেকে ±0.02mm ধরে রাখা, গতি নিয়ন্ত্রণ প্রকৌশলীদের একটি অনুমানযোগ্য বেসলাইন দেয় যে-কাস্ট সহনশীলতাগুলি অতিরিক্ত ফিনিশিং পাস ছাড়া মেলে না।
অ্যালুমিনিয়াম মেশিনের সাধারণ ত্রুটি এবং কীভাবে নামকরা দোকানগুলি তাদের প্রতিরোধ করে
কি ভুল হতে পারে তা বোঝা একজন ক্রেতাকে সরবরাহকারীর যোগ্যতার সময় তীক্ষ্ণ প্রশ্ন জিজ্ঞাসা করতে সাহায্য করে।
| খুঁত | সাধারণ কারণ | প্রতিরোধ পদ্ধতি |
|---|---|---|
| বকবক চিহ্ন | অপর্যাপ্ত অনমনীয়তা বা ভুল টাকু গতি | অপ্টিমাইজ করা ফিড এবং গতি, যোগ করা ওয়ার্কহোল্ডিং সমর্থন |
| একটি ব্যাচ জুড়ে মাত্রিক প্রবাহ | টুল পরিধান অংশ মধ্যে ক্ষতিপূরণ না | ইন-প্রসেস প্রোবিং এবং নির্ধারিত টুল অফসেট আপডেট |
| প্রান্তে burrs | নিস্তেজ টুলিং বা আক্রমণাত্মক প্রস্থান কাট | ডেডিকেটেড ডিবারিং স্টেপ, চ্যামফার্ড এজ কলআউট |
| anodizing পরে বিবর্ণতা | অসামঞ্জস্যপূর্ণ খাদ রচনা বা পৃষ্ঠের দূষণ | প্রত্যয়িত মিল স্টক, পুঙ্খানুপুঙ্খ প্রাক অ্যানোডাইজ পরিষ্কার করা |
| থ্রেড ক্ষতি | জীর্ণ ট্যাপ বা ভুল পাইলট গর্ত আকার | নির্ধারিত ট্যাপ প্রতিস্থাপন, থ্রেড গেজ পরিদর্শন |
একটি মেশিনিং সরবরাহকারীর যোগ্যতা অর্জন: প্রথম অর্ডারের আগে প্রশ্ন করা উচিত
মূল্য এবং লিড টাইমের বাইরে, অপারেশনাল প্রশ্নগুলির একটি ছোট সেট প্রকাশ করে যে একজন সরবরাহকারী ধারাবাহিকভাবে একটি উদ্ধৃতিতে বর্ণিত সহনশীলতাগুলিকে আঘাত করতে পারে কিনা।
- কোন মেশিন প্ল্যাটফর্ম কাজ চালায় — 3-অক্ষ, 4-অক্ষ, বা পূর্ণ 5-অক্ষ একযোগে?
- দোকান মেঝে তাপমাত্রা নিয়ন্ত্রিত হয়, এবং কি পরিসীমা?
- চূড়ান্ত পরিদর্শনের জন্য কোন সিএমএম বা অপটিক্যাল পরিমাপ সরঞ্জাম ব্যবহার করা হয়?
- সরবরাহকারী কি কলআউট অঙ্কন করতে ম্যাপ করা প্রথম নিবন্ধ পরিদর্শন প্রতিবেদন সরবরাহ করতে পারে?
- তুলনীয় অংশ পরিবারে সাধারণ স্ক্র্যাপ বা পুনরায় কাজের হার কত?
- অ্যানোডাইজিং, প্লেটিং বা তাপ চিকিত্সা কি ঘরে বা আউটসোর্স করা হয়?
- মিল সার্টিফিকেট থেকে সমাপ্ত অংশ পর্যন্ত উপাদান ট্রেসেবিলিটি কিভাবে বজায় রাখা হয়?
একজন সরবরাহকারী যে এই প্রশ্নগুলির উত্তর দেয় বিশেষভাবে, সাধারণ আশ্বাসের পরিবর্তে প্রকৃত সংখ্যার সাথে, উৎপাদন শুরু হলে উদ্ধৃতিতে প্রতিশ্রুত সহনশীলতা ধরে রাখার সম্ভাবনা অনেক বেশি।
উপাদান দক্ষতা এবং পুনর্ব্যবহারযোগ্যতা বিবেচনা
অ্যালুমিনিয়াম আজ উৎপাদনে সবচেয়ে পুনর্ব্যবহারযোগ্য ইঞ্জিনিয়ারিং ধাতুগুলির মধ্যে একটি, এবং এটি মেশিনিং এবং ঢালাই অর্থনীতি উভয়কেই প্রভাবিত করে। মেশিনিং চিপগুলি, যদিও তারা মূল বার স্টক থেকে উল্লেখযোগ্য উপাদান ক্ষতির প্রতিনিধিত্ব করে, তা সহজেই সংগ্রহ করা হয় এবং পরিষ্কার স্ক্র্যাপ হিসাবে পুনরায় বিক্রি করা হয়, যেহেতু তারা তরল অবশিষ্টাংশ কাটার বাইরে কোন আবরণ বা দূষণ বহন করে না। পুনর্ব্যবহৃত অ্যালুমিনিয়ামের জন্য বক্সাইট আকরিক থেকে প্রাথমিক অ্যালুমিনিয়াম তৈরির জন্য প্রয়োজনীয় শক্তির একটি ভগ্নাংশের প্রয়োজন হয়, এই কারণেই বেশিরভাগ মেশিন শপগুলি সংগৃহীত চিপগুলির পুনঃবিক্রয় মূল্য সংরক্ষণের জন্য অ্যালো টাইপ দ্বারা উত্সর্গীকৃত স্ক্র্যাপ সেগ্রিগেশন বিনগুলি বজায় রাখে।
রানার, গেট এবং প্রত্যাখ্যাত অংশ সহ কাস্টিং স্ক্র্যাপ একইভাবে পুনর্ব্যবহারযোগ্য, যদিও খাদ দ্বারা বাছাই করা আরও গুরুত্বপূর্ণ হয়ে ওঠে কারণ ফাউন্ড্রিগুলি প্রায়শই বিভিন্ন কাজের জন্য একাধিক অ্যালুমিনিয়াম গ্রেড মিশ্রিত করে। স্থায়িত্ব প্রতিবেদনে মনোযোগী ক্রেতারা ক্রমবর্ধমানভাবে সরবরাহকারীদেরকে আরও ঐতিহ্যগত সহনশীলতা এবং খরচ ডেটার পাশাপাশি যোগ্যতা প্রক্রিয়ার অংশ হিসাবে নথিভুক্ত স্ক্র্যাপ পুনর্ব্যবহারযোগ্য হারের জন্য জিজ্ঞাসা করে।
লিড টাইম বাস্তবতা: প্রতিটি উত্পাদন পর্যায়ে কী আশা করা যায়
প্রথম প্রোটোটাইপ অর্ডার এবং একটি প্রতিষ্ঠিত পুনরাবৃত্তি উত্পাদন চালানোর মধ্যে সীসা সময়ের প্রত্যাশাগুলি অর্থপূর্ণভাবে আলাদা।
| মঞ্চ | সাধারণত লিড টাইম | প্রধান চালক |
|---|---|---|
| প্রথম প্রোটোটাইপ (1-5 ইউনিট) | 3-7 ব্যবসায়িক দিন | প্রোগ্রামিং এবং ফিক্সচার সেটআপ |
| ছোট ব্যাচ (10-200 ইউনিট) | 1-3 সপ্তাহ | মেশিন ক্ষমতা এবং সমাপ্তি পদক্ষেপ |
| উত্পাদন রান পুনরাবৃত্তি | 1-2 সপ্তাহ | উপাদান প্রাপ্যতা, সারি অবস্থান |
| নতুন অ্যালুমিনিয়াম ঢালাই ডাই | 8-16 সপ্তাহ | ডাই ডিজাইন, ফেব্রিকেশন, ট্রায়াল শট |
এই সীসা সময়ের ব্যবধান একটি প্রধান কারণ হল প্রাথমিক পণ্য বিকাশের সময় মেশিনিং ডিফল্ট পছন্দ হিসাবে রয়ে যায়, এমনকি এমন অংশগুলির জন্য যা অবশেষে রূপান্তরিত হবে অ্যালুমিনিয়াম ঢালাই একবার ভলিউম ডাই ইনভেস্টমেন্ট এবং টুলিং লিড টাইমের অতিরিক্ত দুই থেকে চার মাসের ন্যায্যতা প্রমাণ করে।
প্রায়শই জিজ্ঞাসিত প্রশ্নাবলী
সিএনসি মেশিনযুক্ত অ্যালুমিনিয়াম কি কাস্ট অ্যালুমিনিয়ামের চেয়ে শক্তিশালী?
সাধারণত হ্যাঁ। যন্ত্রের জন্য ব্যবহৃত পেটা অ্যালুমিনিয়ামের ঘূর্ণায়মান বা এক্সট্রুশন থেকে একটি অবিচ্ছিন্ন, দিকনির্দেশক শস্য কাঠামো থাকে, যখন কাস্ট অ্যালুমিনিয়ামে মাইক্রোস্কোপিক পোরোসিটি থাকতে পারে যা স্ট্রেস ঘনত্বের বিন্দু হিসাবে কাজ করে। চক্রাকার বা ক্লান্তি লোডিংয়ের অধীনে অংশগুলির জন্য, মেশিনযুক্ত পেটা অ্যালয়গুলি সাধারণত-কাস্টের সমতুল্যকে ছাড়িয়ে যায় যদি না ঢালাই তাপ চিকিত্সা করা হয় এবং ছিদ্র বন্ধ করার জন্য গরম আইসোস্ট্যাটিক চাপানো হয়।
ঢালাইয়ের তুলনায় অ্যালুমিনিয়াম মেশিনিং খরচ কত?
মেশিনের কোন টুলিং খরচ নেই কিন্তু ভলিউম জুড়ে তুলনামূলকভাবে সমতল প্রতি ইউনিট মূল্য। ঢালাইয়ের জন্য ডাই ইনভেস্টমেন্ট প্রয়োজন (সাধারণত অংশের আকার এবং জটিলতার উপর নির্ভর করে পাঁচ-অঙ্ক থেকে ছয়-অঙ্কের খরচ) কিন্তু উচ্চ আয়তনে প্রতি-ইউনিট মূল্য উল্লেখযোগ্যভাবে কমে যায়। মধ্য-জটিল অংশগুলির জন্য ক্রসওভার পয়েন্ট সাধারণত 500 থেকে 2,000 ইউনিটের মধ্যে হয়, যদিও এটি জ্যামিতি অনুসারে পরিবর্তিত হয়।
একটি সিএনসি মেশিন আসলে অ্যালুমিনিয়ামে কী সহনশীলতা ধরে রাখতে পারে?
6061 অ্যালুমিনিয়ামে স্ট্যান্ডার্ড 3-অক্ষ মেশিনিং নির্ভরযোগ্যভাবে সাধারণ বৈশিষ্ট্যের মাপ জুড়ে ±0.05 মিমি ধারণ করে। আঁটসাঁট পরিবেশগত নিয়ন্ত্রণ এবং ইন-প্রসেস প্রোবিং সহ হাই-এন্ড 5-অক্ষের সরঞ্জামগুলি সমালোচনামূলক মাত্রায় ±0.01 মিমি অর্জন করতে পারে, যা নির্ভুলতা বহনকারী বোর এবং সিলিং মুখগুলির জন্য প্রয়োজনীয় স্তর।
একটি একক অংশ ঢালাই এবং মেশিন উভয় একত্রিত করতে পারে?
হ্যাঁ, এবং মাঝামাঝি থেকে উচ্চ ভলিউম উৎপাদনে এটি একটি খুব সাধারণ পদ্ধতি। উপাদান খরচ এবং চক্র সময় নিয়ন্ত্রণ করার জন্য রুক্ষ আকৃতি ঢালাই করা হয়, তারপর একটি CNC মেশিন শুধুমাত্র গুরুত্বপূর্ণ বৈশিষ্ট্যগুলি শেষ করে — মাউন্টিং ফেস, বোরস, থ্রেডেড হোল — যেখানে ঢালাই সহনশীলতা যথেষ্ট নয়।
কোন অ্যালুমিনিয়াম খাদ মেশিন সবচেয়ে কম সরঞ্জাম পরিধান সঙ্গে দ্রুত?
6061 এবং 5052 কে সাধারণত মেশিনের সবচেয়ে সহজ ধাতু হিসাবে বিবেচনা করা হয়, যা চিপ গঠন, পৃষ্ঠের ফিনিস এবং টুল লাইফের একটি ভাল ভারসাম্য প্রদান করে। 7075 এবং 2024 উচ্চ শক্তি অফার করে কিন্তু কাটার সময় আরও তাপ এবং ঘষিয়া তুলিয়া ফেলিতে সক্ষম পরিধান উৎপন্ন করে, সাধারণত হাতিয়ার জীবন বজায় রাখার জন্য ধীর ফিড রেট এবং প্রলিপ্ত কার্বাইড টুলিংয়ের প্রয়োজন হয়।
অ্যানোডাইজিং কি মেশিনযুক্ত অ্যালুমিনিয়াম অংশের মাত্রা পরিবর্তন করে?
হ্যাঁ, সামান্য। অ্যানোডাইজিং পৃষ্ঠে একটি অক্সাইড স্তর যুক্ত করে এবং সেই স্তরের বেধের প্রায় অর্ধেক মূল পৃষ্ঠ থেকে বাইরের দিকে তৈরি হয়। আঁটসাঁট-সহনশীলতার বৈশিষ্ট্যের জন্য, যন্ত্রবিদরা সাধারণত অ্যানোডাইজ করার আগে সামান্য ছোট আকারের অংশটিকে মেশিন করে এর জন্য দায়ী করেন যাতে চূড়ান্ত প্রলিপ্ত মাত্রা স্পেসিফিকেশনের মধ্যে আসে।
কেন মেশিনযুক্ত অ্যালুমিনিয়াম অংশগুলির উচ্চ আয়তনে কাস্ট পার্টসের চেয়ে ইউনিট প্রতি বেশি খরচ হয়?
মেশিনিং টাইম স্কেল অংশের সংখ্যার সাথে মোটামুটিভাবে রৈখিকভাবে, যেহেতু প্রতিটি ইউনিটের আগে কতগুলি তৈরি করা হয়েছিল তা নির্বিশেষে এখনও একই কাটিং অপারেশন প্রয়োজন। সামনে-কাস্টিং এর খরচ ডাই-এ লোড করে, তাই একবার সেই বিনিয়োগটি একটি বড় রান জুড়ে বর্জন করা হলে, প্রতি অংশের প্রান্তিক খরচ একই আয়তনে মেশিনিং যা অর্জন করতে পারে তার নীচে নেমে যায়।
মেশিনযুক্ত অ্যালুমিনিয়াম অংশ ঢালাই করা যেতে পারে?
হ্যাঁ, 6061 এবং 5052 সহ মেশিনিংয়ের জন্য ব্যবহৃত বেশিরভাগ পেটা অ্যালয়গুলি টিআইজি বা এমআইজি প্রক্রিয়া ব্যবহার করে সহজেই ঝালাই করা যায়। 7075 এবং 2024 তাপ-আক্রান্ত অঞ্চলে উল্লেখযোগ্য শক্তি হ্রাস ছাড়া ঢালাই করা আরও কঠিন, তাই উচ্চ-শক্তি প্রয়োগে ঢালাই জয়েন্টের প্রয়োজন হয় এমন ডিজাইনগুলি প্রায়শই 6061 বা এর পরিবর্তে একই রকম ঝালাইযোগ্য খাদ নির্দিষ্ট করে।
সিএনসি মেশিনযুক্ত অ্যালুমিনিয়াম অংশগুলির জন্য সর্বনিম্ন অর্ডারের পরিমাণ কত?
বেশিরভাগ মেশিন শপ একটি একক প্রোটোটাইপ ইউনিট থেকে শুরু করে অর্ডার গ্রহণ করে, যেহেতু প্রোগ্রামিং এবং ফিক্সচারিং এর বাইরে কোন টুলিং বিনিয়োগের প্রয়োজন নেই। এটি ঢালাইয়ের উপর মেশিনিং এর সবচেয়ে স্পষ্ট ব্যবহারিক সুবিধাগুলির মধ্যে একটি, যেখানে ন্যূনতম অর্ডারের পরিমাণ প্রায়শই যে কোনও প্রযুক্তিগত ন্যূনতম না হয়ে ডাই খরচকে ন্যায্যতা দেওয়ার প্রয়োজন দ্বারা চালিত হয়।
কিভাবে অংশ আকার মেশিনিং সহনশীলতা ক্ষমতা প্রভাবিত করে?
বড় অংশগুলি সাধারণত ছোট অংশগুলির মতো একই আঁটসাঁট সহনশীলতা ধরে রাখা কঠিন, যেহেতু তাপীয় সম্প্রসারণ, মেশিন টেবিলের সমতলতা এবং ফিক্সচারের অনমনীয়তা দীর্ঘ সময়ের মধ্যে আরও উল্লেখযোগ্য হয়ে ওঠে। একটি 50mm অংশে একটি নির্ভুল বৈশিষ্ট্য একটি 500mm অংশে একই বৈশিষ্ট্যের তুলনায় ±0.01mm ধরে রাখা সহজ, যেখানে বৃহত্তর পৃষ্ঠ জুড়ে তাপীয় এবং যান্ত্রিক বৈচিত্র স্বাভাবিকভাবেই অর্জনযোগ্য সহনশীলতা ব্যান্ডকে প্রশস্ত করে৷









