6061 অ্যালুমিনিয়াম কি ডাই কাস্ট হতে পারে? সরাসরি উত্তর
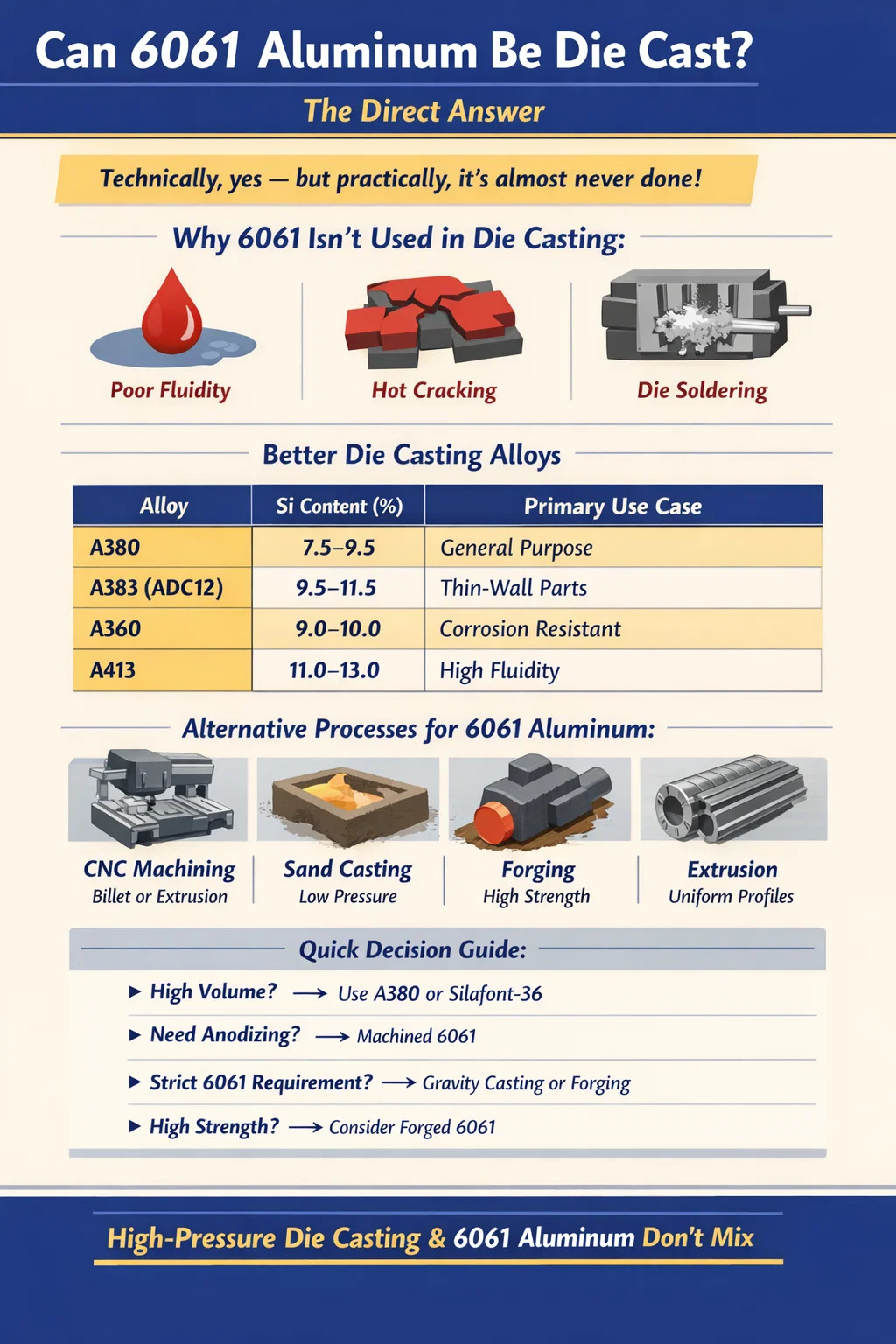
প্রযুক্তিগতভাবে, হ্যাঁ — কিন্তু ব্যবহারিক উৎপাদনে, 6061 অ্যালুমিনিয়াম প্রায় কখনই ডাই কাস্টিংয়ে ব্যবহৃত হয় না , এবং বেশিরভাগ ডাই কাস্টিং সুবিধা এটির বিরুদ্ধে পরামর্শ দেবে। কারণ খাদ রসায়ন নিচে আসে. 6061 একটি পেটা অ্যালুমিনিয়াম খাদ, যার অর্থ এটি বিশেষভাবে এক্সট্রুশন, রোলিং এবং ফোরজিংয়ের মতো প্রক্রিয়াগুলির জন্য প্রকৌশলী হয়েছিল — উচ্চ চাপে স্টিলে ইনজেকশন দেওয়ার জন্য নয়। এর ম্যাগনেসিয়াম এবং সিলিকন সামগ্রী, যদিও তাপ চিকিত্সার পরে কাঠামোগত কার্যকারিতার জন্য দুর্দান্ত, ডাই কাস্টিং পরিবেশে গুরুতর সমস্যা তৈরি করে: দুর্বল তরলতা, গরম ক্র্যাকিং প্রবণতা এবং ডাই সোল্ডারিং সমস্যা যা স্ক্র্যাপের হার এবং টুলিং খরচ বাড়ায়।
আধিপত্য যে অ্যালুমিনিয়াম alloys ডাই ঢালাই শিল্প প্রক্রিয়ার জন্য উদ্দেশ্য ডিজাইন করা হয়. A380, A383, A360, এবং ADC12 বিশ্বব্যাপী অ্যালুমিনিয়াম ডাই কাস্টিংয়ের অপ্রতিরোধ্য সংখ্যাগরিষ্ঠের জন্য দায়ী কারণ তাদের সিলিকন সামগ্রী — সাধারণত 8% এবং 12%-এর মধ্যে — তাদের গলিত তরলতা, তাপীয় আচরণ এবং দৃঢ়করণ বৈশিষ্ট্যগুলি দেয় যা কাস্টিংয়ের চাহিদাগুলি পূরণ করে৷ 6061-এ শুধুমাত্র 0.4%-0.8% সিলিকন রয়েছে , নির্ভরযোগ্য, উচ্চ-ভলিউম ডাই কাস্টিংয়ের জন্য প্রয়োজনীয় থ্রেশহোল্ডের অনেক নীচে।
এই নিবন্ধটি ব্যাখ্যা করে যে কেন 6061 ডাই কাস্টিং-এ কীভাবে আচরণ করে, কোন বিকল্পগুলি বিদ্যমান, এবং কোন পরিস্থিতিতে একটি ভিন্ন খাদ - বা সম্পূর্ণ ভিন্ন প্রক্রিয়া - কম খরচে ভাল ফলাফল তৈরি করবে৷
6061 অ্যালুমিনিয়াম বোঝা: খাদ রচনা এবং এর প্রভাব
6061 অ্যালুমিনিয়াম হল একটি 6xxx-সিরিজ অ্যালয়, যার মানে হল এর প্রাথমিক অ্যালোয়িং উপাদানগুলি হল ম্যাগনেসিয়াম (Mg) এবং সিলিকন (Si)। আদর্শ রচনা পরিসীমা নিম্নরূপ:
| উপাদান | রচনা পরিসর (%) | খাদ ভূমিকা |
|---|---|---|
| সিলিকন (Si) | 0.40 - 0.80 | Mg₂Si অবক্ষেপণের মাধ্যমে শক্তিশালী করা |
| ম্যাগনেসিয়াম (এমজি) | 0.80 - 1.20 | প্রাথমিক শক্তিশালীকরণ উপাদান |
| তামা (Cu) | 0.15 - 0.40 | অতিরিক্ত শক্তি, জারা প্রতিরোধের সামান্য হ্রাস |
| ক্রোমিয়াম (Cr) | 0.04 - 0.35 | শস্য গঠন নিয়ন্ত্রণ |
| আয়রন (Fe) | সর্বোচ্চ 0.70 | আকস্মিক; অপবিত্রতা হিসাবে নিয়ন্ত্রিত |
| অ্যালুমিনিয়াম (আল) | ব্যালেন্স (~96–99) | বেস ধাতু |
Mg এবং Si এর সংমিশ্রণ ম্যাগনেসিয়াম সিলিসাইড (Mg₂Si) তৈরি করে তাপ চিকিত্সার সময় (T4 বা T6 টেম্পার), যা 6061-T6 এর প্রায় সুপরিচিত প্রসার্য শক্তি দেয়। 310 MPa (45,000 psi) . এই বৃষ্টিপাত শক্ত করার প্রতিক্রিয়া হল অ্যালোয়ের সবচেয়ে বড় সুবিধাগুলির মধ্যে একটি — তবে এটি একটি পোস্ট-প্রসেসিং সুবিধা, ঢালাই সুবিধা নয়।
বিপরীতে, কম সিলিকন উপাদান মানে গলিত খাদ একটি উচ্চ সান্দ্রতা এবং একটি সংকীর্ণ দৃঢ় পরিসীমা আছে. ডাইতে ঢেলে বা ইনজেকশন দিলে, এটি সহজে পাতলা দেয়াল বা জটিল জ্যামিতিতে প্রবাহিত হয় না। ফলাফল হল অসম্পূর্ণ ভরাট, কোল্ড শাটস এবং পোরোসিটি — ত্রুটিগুলি যা বিশেষত কাঠামোগত বা চাপ-আঁটসাঁট ডাই কাস্ট অংশগুলির জন্য সমস্যাযুক্ত।
কেন 6061 ডাই কাস্টিং প্রক্রিয়াতে খারাপভাবে পারফর্ম করে
ডাই কাস্টিং একটি উচ্চ-চাপ, উচ্চ-গতির প্রক্রিয়া। গলিত অ্যালুমিনিয়াম একটি স্টিলের ডাইতে ইনজেক্ট করা হয় সাধারণত চাপে 10,000 থেকে 30,000 psi (69 থেকে 207 MPa) , পূরণের সময়ে মিলিসেকেন্ডে পরিমাপ করা হয়। খাদটি অবিলম্বে রানার এবং গেটের মধ্য দিয়ে প্রবাহিত হতে হবে, পাতলা অংশগুলি সম্পূর্ণভাবে পূরণ করতে হবে এবং অনুমানযোগ্যভাবে শক্ত হতে হবে। 6061 এই পরিবেশে একাধিক ব্যর্থতা পয়েন্ট তৈরি করে।
দরিদ্র গলিত তরলতা
অ্যালুমিনিয়াম ঢালাই অ্যালোয় তরলতা মূলত সিলিকন বিষয়বস্তু দ্বারা নিয়ন্ত্রিত হয়। সিলিকন গলনাঙ্ক কমায়, তরল-কঠিন তাপমাত্রার জানালাকে প্রশস্ত করে, এবং গলে পৃষ্ঠের টান কমায়। A380-এর মতো ডাই কাস্টিং অ্যালয়গুলিতে প্রায় 8.5% সিলিকন থাকে। 6061-এ 1% এর কম রয়েছে। তরলতা পরীক্ষায় (যেমন, সর্পিল তরলতা পরীক্ষা), A380 ধারাবাহিকভাবে একই অবস্থায় 6061 গলে যাওয়া দৈর্ঘ্যের দুই থেকে তিনগুণ পূরণ করে। 2 মিমি নীচের পাতলা দেয়ালযুক্ত বিভাগগুলি 6061 দিয়ে নির্ভরযোগ্যভাবে পূরণ করা অপরিহার্যভাবে অসম্ভব হয়ে পড়ে।
সলিডিফিকেশনের সময় হট ক্র্যাকিং
6061 এর একটি বিস্তৃত দৃঢ়করণ পরিসর রয়েছে — তরল (~652°C) এবং সলিডাস (~582°C) এর মধ্যে ব্যবধান প্রায় 70°C। এই আধা-কঠিন পর্যায়ে, খাদ গরম ছিঁড়ে যাওয়ার জন্য ঝুঁকিপূর্ণ: আংশিকভাবে দৃঢ় কঙ্কাল সংকুচিত হয়, কিন্তু তরল ধাতু ক্ষতিপূরণের জন্য অবশিষ্ট চ্যানেলগুলির মাধ্যমে যথেষ্ট দ্রুত প্রবাহিত হতে পারে না। ফলাফল অভ্যন্তরীণ ফাটল। উচ্চ-সিলিকন ডাই কাস্টিং অ্যালয়গুলির সংকীর্ণ দৃঢ়করণ পরিসর রয়েছে , যার অর্থ হল তরল থেকে কঠিনে ধাতব রূপান্তর আরও দ্রুত এবং অভিন্নভাবে, নাটকীয়ভাবে গরম ক্র্যাকিংয়ের ঝুঁকি হ্রাস করে।
ডাই সোল্ডারিং এবং টুলিং ড্যামেজ
ডাই সোল্ডারিং ঘটে যখন ইস্পাতের পৃষ্ঠে অ্যালুমিনিয়াম বন্ধনগুলি মারা যায়। ডাই-এর লোহার উপাদান গলিত অ্যালুমিনিয়ামের সাথে বিক্রিয়া করে ডাই পৃষ্ঠে লোহা-অ্যালুমিনিয়াম ইন্টারমেটালিক যৌগ (Fe-Al IMCs) তৈরি করে। সিলিকন একটি বাফার হিসাবে কাজ করে - এটি লোহার সাথে বিক্রিয়া করে Fe-Si ফেজ গঠন করে যা কম অনুগত এবং মুক্তি পাওয়া সহজ। যেহেতু 6061 সিলিকন কম, এটি ডাই ফেস সম্মুখে সোল্ডারিং করার প্রবণতা অনেক বেশি। এটি ইজেকশন ফোর্স বাড়ায়, ঢালাইয়ের উপর পৃষ্ঠের ত্রুটি সৃষ্টি করে এবং ডাই ক্ষয়কে ত্বরান্বিত করে। ডাই লাইফের জন্য 6061 ডাই কাস্টিং ট্রায়াল হয়েছে বলে জানা গেছে উল্লেখযোগ্যভাবে খাটো স্ট্যান্ডার্ড ডাই ঢালাই খাদ তুলনায়.
তাপ চিকিত্সা জটিলতা
6061-এর প্রধান আকর্ষণগুলির মধ্যে একটি হল T6 তাপ চিকিত্সার প্রতি এটির প্রতিক্রিয়া, যা অ্যানিল অবস্থায় প্রায় 125 MPa (18,000 psi) থেকে প্রায় 310 MPa (45,000 psi) পর্যন্ত প্রসার্য শক্তি বাড়ায়। যাইহোক, ডাই কাস্ট পার্টস - এমনকি সামঞ্জস্যপূর্ণ অ্যালোয়গুলিতেও - তাপ চিকিত্সা করা কুখ্যাতভাবে কঠিন কারণ ডাই ফাঁদে দ্রুত দৃঢ়করণ গ্যাসের ছিদ্রতাকে হ্রাস করে। যখন একটি ছিদ্রযুক্ত ডাই কাস্টিং 530 ডিগ্রি সেলসিয়াসের কাছাকাছি তাপমাত্রায় দ্রবণ তাপ চিকিত্সা করা হয়, তখন আটকে থাকা গ্যাসটি প্রসারিত হয় এবং পৃষ্ঠে ফোস্কা সৃষ্টি করে। 6061 ডাই কাস্টিংগুলি এই একই সমস্যার মুখোমুখি হবে, পাশাপাশি কাস্টিংয়ের সময় ইতিমধ্যেই তরলতা এবং ক্র্যাকিং সমস্যার সম্মুখীন হয়েছে। নেট ফলাফল হল যে 6061 এর অনুমিত শক্তি সুবিধা যেভাবেই হোক ডাই কাস্টিং এর মাধ্যমে নির্ভরযোগ্যভাবে উপলব্ধি করা যাবে না।
অ্যালুমিনিয়াম অ্যালয়গুলি আসলে ডাই কাস্টিংয়ে ব্যবহৃত হয়
ডাই কাস্টিং শিল্প অ্যালুমিনিয়াম অ্যালয়গুলির একটি সংক্ষিপ্ত তালিকায় স্থির হয়েছে যা ধারাবাহিকভাবে নির্ভরযোগ্য, উচ্চ-মানের ফলাফল প্রদান করে। 6061 সালের দিকে প্রাথমিকভাবে ডিজাইন করা একটি অংশের জন্য ডাই কাস্টিং অনুসরণ করতে হবে কিনা তা মূল্যায়ন করার সময় এই বিকল্পগুলি বোঝা অপরিহার্য।
| খাদ | সি কন্টেন্ট (%) | UTS (MPa) | প্রাথমিক ব্যবহারের ক্ষেত্রে |
|---|---|---|---|
| A380 | 7.5 - 9.5 | ~317 | সাধারণ উদ্দেশ্য; বিশ্বব্যাপী সর্বাধিক ব্যবহৃত ডাই ঢালাই খাদ |
| A383 (ADC12) | 9.5 - 11.5 | ~310 | জটিল পাতলা-প্রাচীর অংশ; A380 এর চেয়ে ভালো তরলতা |
| A360 | 9.0 - 10.0 | ~317 | চাপ নিবিড়তা, জারা প্রতিরোধের |
| A413 | 11.0 - 13.0 | ~296 | সর্বোচ্চ তরলতা; জলবাহী উপাদান, জটিল ঢালাই |
| সিলাফন্ট-৩৬ (আল-সি-এমজি) | 9.5 - 11.5 | ~350 পর্যন্ত (T5/T7) | স্ট্রাকচারাল স্বয়ংচালিত ডাই ঢালাই; তাপ চিকিত্সাযোগ্য |
| 6061 | 0.40 - 0.80 | 310 (T6, তৈরি) | এক্সট্রুশন, ফরজিং, মেশিনিং — ডাই কাস্টিং নয় |
A380 একা একটি আনুমানিক জন্য অ্যাকাউন্ট উত্তর আমেরিকায় উত্পাদিত সমস্ত অ্যালুমিনিয়াম ডাই কাস্টিংয়ের 60% বা তার বেশি . ভাল যান্ত্রিক বৈশিষ্ট্য, চমৎকার castability, এবং যুক্তিসঙ্গত খরচ এর সমন্বয় এটি শিল্প ডিফল্ট করে তোলে। যখন ডিজাইনারদের উচ্চ-শক্তির তাপ-চিকিত্সাযোগ্য ডাই কাস্ট অ্যালুমিনিয়ামের প্রয়োজন হয়, তখন তারা ক্রমবর্ধমানভাবে সিলাফন্ট-36 বা আউরাল-2-এর মতো সংকর ধাতুগুলির দিকে ঝুঁকতে থাকে, যেগুলিকে গ্রাউন্ড থেকে ইঞ্জিনীয়ার করা হয় যাতে বয়সের শক্ত হয়ে যাওয়াকে সাড়া দেওয়ার ক্ষমতার সাথে ভাল ডাই কাস্টিং আচরণকে একত্রিত করা হয় — কিছু 6061 ডাই কাস্ট ফর্মে সরবরাহ করতে পারে না।
যখন ইঞ্জিনিয়াররা 6061 নির্দিষ্ট করে এবং কেন তারা স্যুইচ করে
অনেক পণ্য বিকাশের পরিস্থিতিতে, প্রকৌশলীরা একটি প্রকল্পের প্রথম দিকে 6061 নির্দিষ্ট করে কারণ তারা এটির সাথে পরিচিত, বা প্রোটোটাইপগুলি 6061 বিলেট থেকে মেশিন করা হয়েছিল। যখন উৎপাদনের পরিমাণ বেড়ে যায় এবং ডাই কাস্টিং খরচ কমানোর জন্য আকর্ষণীয় হয়ে ওঠে, তখন 6061 রাখা হবে কিনা সেই প্রশ্নটি একটি বাস্তব সিদ্ধান্তের পয়েন্ট হয়ে ওঠে। সাধারণ ফলাফল হল আরও সামঞ্জস্যপূর্ণ ডাই কাস্টিং অ্যালয়েতে একটি সুইচ, তবে যুক্তিটি বিশদভাবে পরীক্ষা করার মতো।
যান্ত্রিক সম্পত্তি প্রয়োজনীয়তা
প্রায় 310 MPa এর প্রসার্য শক্তি এবং 276 MPa এর ফলন শক্তির জন্য প্রকৌশলীরা প্রায়ই 6061-T6 নির্দিষ্ট করে। প্রশ্ন হল এই বৈশিষ্ট্যগুলি আসলে অ্যাপ্লিকেশনের জন্য প্রয়োজনীয় কিনা বা পরিচিতির ভিত্তিতে রক্ষণশীলভাবে নির্বাচিত হয়েছে কিনা। ডাই কাস্ট A380 প্রায় 317 MPa এর UTS অর্জন করে, 6061-T6 এর খুব কাছাকাছি, এবং প্রায় 159 MPa এর ফলন শক্তি। অ্যাপ্লিকেশানগুলির জন্য যেখানে ফলন শক্তি গুরুত্বপূর্ণ পরামিতি — যেমন কাঠামোগত বন্ধনী বা লোড-বেয়ারিং হাউজিং — A380 কম পড়ে যেতে পারে, এবং ইঞ্জিনিয়ারের কাছে দুটি বিকল্প রয়েছে: ক্ষতিপূরণ দেওয়ার জন্য অতিরিক্ত প্রাচীরের বেধ সহ জ্যামিতি ডিজাইন করুন, বা তাপ-চিকিত্সাযোগ্য ডাই কাস্টিং অ্যালয়েতে স্যুইচ করুন যেমন সিলাফন্ট-36 বা MP40 এর উচ্চতর শক্তিতে পৌঁছানোর পরে। T5/T7 চিকিত্সা।
জারা প্রতিরোধের
6061 ভাল জারা প্রতিরোধের জন্য পরিচিত, বিশেষ করে সামুদ্রিক এবং বহিরঙ্গন পরিবেশে। A380-এ উচ্চতর তামার উপাদান রয়েছে (3.5% পর্যন্ত), যা 6061-এর তুলনায় এর ক্ষয় প্রতিরোধ ক্ষমতা কমিয়ে দেয়। যদি কোনো অংশকে লবণ স্প্রে প্রতিরোধ করতে হয় বা লেপ ছাড়াই উপকূলীয় পরিবেশে ব্যবহার করতে হয়, তাহলে A380-এর পৃষ্ঠের চিকিত্সার প্রয়োজন হতে পারে। A360 হল একটি নিম্ন-তামার বিকল্প ডাই কাস্টিং অ্যালয় যা আরও ভাল জারা প্রতিরোধের প্রদান করে এবং এটি প্রায়শই নির্দিষ্ট করা হয় যখন অ্যানোডাইজিং বা ক্রোমেট রূপান্তর আবরণ প্রক্রিয়ার অংশ।
অ্যানোডাইজিং এবং সারফেস ফিনিশিং
6061 ব্যতিক্রমীভাবে ভাল anodizes. কম লোহা, কম তামার গঠন একটি পরিষ্কার, সামঞ্জস্যপূর্ণ অ্যানোডিক অক্সাইড স্তর তৈরি করে। ডাই কাস্টিং অ্যালোয়, বিশেষ করে যাদের উচ্চ সিলিকন কন্টেন্ট আছে, তারা খারাপভাবে অ্যানোডাইজ করে — সিলিকন কণাগুলি অনাদৃত থাকে এবং অক্সাইড স্তরে গাঢ় ধূসর বা কালো দাগ হিসাবে উপস্থিত হয়, যা আলংকারিক উজ্জ্বল অ্যানোডাইজিংকে প্রায় অসম্ভব করে তোলে। যদি অংশে নান্দনিক কারণে পরিষ্কার বা রঙিন অ্যানোডাইজিং প্রয়োজন হয়, তবে খাদ নির্বিশেষে ডাই কাস্টিং ভুল প্রক্রিয়া। বালি ঢালাই বা মাধ্যাকর্ষণ স্থায়ী ছাঁচ ঢালাই 6061 বা অনুরূপ পেটা-কম্পোজিশন অ্যালয়, তারপরে T6 চিকিত্সা, মাঝারি আয়তনে অ্যানোডাইজড অংশগুলির জন্য আরও ভাল পথ।
যন্ত্রশক্তি
6061 মেশিন একটি পরিতোষ. এটি পরিষ্কার চিপ উত্পাদন করে, শক্ত সহনশীলতা ধরে রাখে এবং থ্রেডিং এবং ট্যাপিং ভালভাবে গ্রহণ করে। ডাই কাস্টিং অ্যালয়গুলি সাধারণত তাদের ঘষিয়া তুলিয়া ফেলিতে সক্ষম সিলিকন বিষয়বস্তুর কারণে কাটিং টুলের জন্য কঠিন, যদিও A380 ডাই কাস্ট স্ট্যান্ডার্ড দ্বারা যথেষ্ট মেশিনযোগ্য থাকে। যদি ঢালাইয়ের পরে উল্লেখযোগ্য পোস্ট-মেশিনিংয়ের প্রয়োজন হয় — যেমন, নির্ভুল বোর হোল, থ্রেডেড ইনসার্ট, বা টাইট ফ্ল্যাটনেস টলারেন্স — এটিকে A380 এর সাথে ডাই কাস্টিং এবং 6061 ব্যবহার করে বিকল্প প্রক্রিয়াগুলির মধ্যে সামগ্রিক প্রক্রিয়া খরচ তুলনার মধ্যে ফ্যাক্টর করা দরকার।
6061 অ্যালুমিনিয়ামের জন্য বিকল্প উত্পাদন প্রক্রিয়া
যেহেতু 6061 ডাই কাস্টিংয়ের জন্য উপযুক্ত নয়, সেহেতু যে প্রকৌশলীদের 6061 এর উপাদানগত বৈশিষ্ট্যগুলির প্রয়োজন তাদের নিম্নলিখিত উত্পাদন প্রক্রিয়াগুলি বিবেচনা করা উচিত, প্রতিটির জ্যামিতি ক্ষমতা, পৃষ্ঠের সমাপ্তি, খরচ এবং ভলিউম স্কেলেবিলিটির ক্ষেত্রে নিজস্ব ট্রেড-অফ রয়েছে৷
বিলেট বা এক্সট্রুশন থেকে সিএনসি মেশিনিং
কম থেকে মাঝারি ভলিউমের জন্য - সাধারণত প্রতি বছর 1,000 যন্ত্রাংশের কম - মেশিনিং 6061 বিলেট বা এক্সট্রুশন স্টক প্রায়শই সবচেয়ে সাশ্রয়ী পদ্ধতি। চমৎকার টুল লাইফ সহ উচ্চ গতিতে 6061 মেশিন। একটি উপযুক্ত সিএনসি দোকান নিয়মিতভাবে ±0.025 মিমি (±0.001 ইঞ্চি) সহনশীলতা ধরে রাখতে পারে। সীমাবদ্ধতা হল উপাদানের অপচয় (জটিল অংশের জন্য বাই-টু-ফ্লাই অনুপাত বেশি হতে পারে) এবং জটিল জ্যামিতির জন্য চক্রের সময়। উচ্চ-ভলিউম উত্পাদনের জন্য, মেশিনের প্রতি-অংশ খরচ দ্রুত ঢালাইয়ের চেয়ে বেশি।
বালি ঢালাই এবং স্থায়ী ছাঁচ ঢালাই
6061 স্থায়ী ছাঁচে বালি ঢালাই বা মাধ্যাকর্ষণ দ্বারা খাওয়ানো যেতে পারে। এই প্রক্রিয়াগুলি ডাই ঢালাইয়ের চেয়ে কম ইনজেকশন চাপ জড়িত, যা ছাঁচটি পূরণ করার জন্য খাদকে সময় দেয়। বালি ঢালাই 6061 মহাকাশ এবং প্রতিরক্ষা শিল্পে অনুশীলন করা হয় , যেখানে উপাদানের শংসাপত্রের প্রয়োজনীয়তাগুলি একটি স্ট্যান্ডার্ড ডাই কাস্টিং অ্যালয় দিয়ে প্রতিস্থাপনের অনুমতি দেওয়ার পরিবর্তে খাদ রচনা এবং তাপ চিকিত্সা প্রতিক্রিয়াকে বাধ্যতামূলক করে। T6-চিকিত্সা করা 6061 বালি ঢালাইয়ের ফলন শক্তি সাধারণত 220-260 MPa এর রেঞ্জের মধ্যে পড়ে, যা তৈরি করা চিত্রের কিছুটা নীচে, কিন্তু অনেক কাঠামোগত প্রয়োগের জন্য যথেষ্ট। বালি ঢালাইয়ের জন্য টুলিং খরচ কম (অনেক ক্ষেত্রে $5,000 এর নিচে), এটি একটি একক প্রোটোটাইপ থেকে প্রতি বছর কয়েক হাজার অংশে ভলিউমে কার্যকর করে তোলে।
ফরজিং
6061 হল সবচেয়ে সাধারণভাবে নকল অ্যালুমিনিয়াম অ্যালয়গুলির মধ্যে একটি। ফোরজিং অংশের স্ট্রেস লাইন বরাবর শস্যের কাঠামোকে সারিবদ্ধ করে, যা যান্ত্রিক বৈশিষ্ট্য তৈরি করে যা কাস্ট এবং মেশিনযুক্ত উভয় অংশকে ছাড়িয়ে যায়। নকল 6061-T6 এর প্রসার্য শক্তি অর্জন করতে পারে 330-350 MPa এবং 295-310 MPa এর ফলন শক্তি — মানে স্ট্যান্ডার্ড পেটা প্লেট স্পেসিফিকেশনের চেয়ে বেশি। মহাকাশের কাঠামোগত উপাদান, বাইসাইকেলের উপাদান এবং স্বয়ংচালিত সাসপেনশন যন্ত্রাংশগুলি প্রায়শই 6061 থেকে নকল করা হয়। খারাপ দিক হল যে ফোরজিং ডাইগুলি ব্যয়বহুল (প্রায়ই $20,000-$80,000 প্রতি ডাই সেট) এবং প্রক্রিয়াটি তুলনামূলকভাবে সহজ জ্যামিতি সহ অংশগুলির জন্য সবচেয়ে উপযুক্ত এবং কোন আন্ডার কাট নয়।
এক্সট্রুশন
এক্সট্রুশন যুক্তিযুক্তভাবে 6061 এর নেটিভ প্রক্রিয়া। উচ্চ গতিতে দীর্ঘ, ধ্রুবক ক্রস-সেকশন প্রোফাইল তৈরি করার জন্য খাদ একটি ডাই দিয়ে প্রবাহিত হয়। সাধারণ প্রোফাইলের জন্য এক্সট্রুশন ডাইসের খরচ $500–$3,000, এই প্রক্রিয়াটিকে কম ভলিউমেও অ্যাক্সেসযোগ্য করে তোলে। ঠালা চেম্বার সহ জটিল ক্রস-সেকশনগুলি অর্জনযোগ্য। সেকেন্ডারি অপারেশন যেমন করাত থেকে দৈর্ঘ্য, খোঁচা, ড্রিলিং এবং বাঁকানো 6061কে সমাপ্ত কাঠামোগত উপাদানে পরিণত করে। সীমাবদ্ধতা হল ক্রস-সেকশনটি দৈর্ঘ্য বরাবর অভিন্ন হতে হবে — এক্সট্রুশন ত্রিমাত্রিক জটিলতা তৈরি করতে পারে না যা ডাই কাস্টিং অর্জন করে।
থিক্সোকাস্টিং এবং রিওকাস্টিং (সেমি-সলিড প্রসেসিং)
সেমি-সলিড মেটাল (SSM) প্রক্রিয়াকরণ একটি কুলুঙ্গি কিন্তু প্রাসঙ্গিক বিকল্প। থিক্সোকাস্টিং-এ, থিক্সোট্রপিক মাইক্রোস্ট্রাকচার সহ 6061 এর একটি বিশেষভাবে প্রস্তুত বিলেটকে আধা-কঠিন পরিসরে উত্তপ্ত করা হয় এবং একটি ডাইতে ইনজেকশন দেওয়া হয়। যেহেতু উপাদানটি আংশিকভাবে শক্ত, এটি প্রচলিত ডাই ঢালাইয়ের তুলনায় কম অশান্তি এবং কম ছিদ্র সহ আরও অনুমানযোগ্যভাবে প্রবাহিত হয়। গবেষণা গবেষণায় তা প্রমাণিত হয়েছে thixocast 6061-T6 280-310 MPa এর প্রসার্য শক্তি অর্জন করতে পারে , পেটা বেঞ্চমার্কের খুব কাছাকাছি। সীমাবদ্ধতা হল খরচ: বিলেট তৈরির প্রক্রিয়া (SIMA বা MHD পদ্ধতি) খরচ যোগ করে, এবং প্রক্রিয়ার জানালা সংকীর্ণ, যার জন্য কঠোর তাপমাত্রা নিয়ন্ত্রণ প্রয়োজন। 6061-এর SSM প্রক্রিয়াকরণ স্বয়ংচালিত এবং মহাকাশের উপাদানগুলিতে ব্যবহৃত হয় যেখানে যান্ত্রিক কর্মক্ষমতা এবং জটিল জ্যামিতি অবশ্যই সহাবস্থান করতে হবে, তবে এটি একটি মূলধারার উত্পাদন প্রক্রিয়া নয়।
উচ্চ-চাপ ডাই কাস্টিং বনাম নিম্ন-চাপ এবং মাধ্যাকর্ষণ প্রক্রিয়া: 6061 কার্যক্ষমতার উপর প্রভাব
এটি বিভিন্ন ঢালাই প্রক্রিয়া পরিবারের মধ্যে পার্থক্য করা মূল্যবান, কারণ 6061 এর চ্যালেঞ্জগুলি পূরণের চাপ এবং গতির উপর নির্ভর করে উল্লেখযোগ্যভাবে পরিবর্তিত হয়।
- উচ্চ-চাপ ডাই কাস্টিং (এইচপিডিসি) : ইনজেকশনের চাপ 10,000-30,000 psi, 10-100 ms পূরণ করার সময়। 6061 সম্পূর্ণরূপে অনুপযুক্ত। কম তরলতা, গরম ক্র্যাকিং সংবেদনশীলতা, এবং ডাই সোল্ডারিং এর সমন্বয় বাণিজ্যিক স্কেলে নির্ভরযোগ্য উত্পাদন অসম্ভব করে তোলে।
- নিম্নচাপ ডাই কাস্টিং (LPDC) : 5-15 psi (0.03–0.1 MPa) চাপ, অনেক ধীর ফিল রেট। এখানে 6061 ভাড়া ভালো। LPDC চাকা উত্পাদন এবং কিছু কাঠামোগত স্বয়ংচালিত ঢালাই জন্য ব্যবহৃত হয়। ধীর ভরাট অশান্তি হ্রাস করে এবং নিম্নতর তরলতার সাথে কিছু সংকর ধাতু গ্রহণযোগ্যভাবে সম্পাদন করতে দেয়। 6061 সঠিক তাপমাত্রা ব্যবস্থাপনার সাথে নিম্ন-চাপ ঢালাই হতে পারে, যদিও এটি যত্নশীল প্রক্রিয়া নিয়ন্ত্রণের প্রয়োজন।
- মাধ্যাকর্ষণ স্থায়ী ছাঁচ (GPM/চিল কাস্টিং) : চাপ প্রয়োগ করা হয়নি; ধাতু মাধ্যাকর্ষণ দ্বারা পূর্ণ হয়. এটি খাদ সামঞ্জস্যের ক্ষেত্রে 6061-এর জন্য সবচেয়ে ক্ষমাশীল ঢালাই প্রক্রিয়া। 6061-এ জিপিএম কাস্টিংগুলি নির্ভরযোগ্যভাবে T6 তাপ চিকিত্সা করা যেতে পারে এবং দরকারী কাঠামোগত বৈশিষ্ট্যগুলি অর্জন করতে পারে। সারফেস ফিনিস এবং মাত্রিক সামঞ্জস্য HPDC থেকে নিকৃষ্ট, কিন্তু প্রক্রিয়াটি এই খাদটির জন্য অনেক বেশি অ্যাক্সেসযোগ্য।
- ভ্যাকুয়াম-সহায়তা ডাই ঢালাই : HPDC-এর একটি রূপ যেখানে পোরোসিটি কমাতে ইনজেকশন দেওয়ার আগে ডাই ক্যাভিটিতে একটি ভ্যাকুয়াম টানা হয়। যদিও ভ্যাকুয়াম সহায়তা অংশের ঘনত্ব উন্নত করে এবং স্ট্যান্ডার্ড ডাই কাস্টিং অ্যালয়েসে তাপ চিকিত্সা সক্ষম করে, এটি HPDC প্রসঙ্গে 6061 এর সাথে সম্পর্কিত মৌলিক তরলতা বা গরম ক্র্যাকিং সমস্যাগুলির সমাধান করে না।
ব্যবহারিক উপায় হল যে যদি ডাই কাস্টিং এর অর্থ বিশেষভাবে HPDC - যা এটি বেশিরভাগ শিল্প কথোপকথনে করে - তাহলে 6061 এড়ানো উচিত। যদি নিম্ন-চাপ বা মাধ্যাকর্ষণ প্রক্রিয়াগুলি সুযোগের মধ্যে থাকে, 6061 একটি কার্যকর বিকল্প হয়ে ওঠে, বিশেষ করে T6 তাপ চিকিত্সার প্রয়োজন কাঠামোগত অংশগুলির জন্য।
খরচ তুলনা: A380 এর সাথে ডাই কাস্টিং বনাম 6061 এর সাথে বিকল্প প্রক্রিয়া
6061 ডাই কাস্ট করতে হবে কিনা এই প্রশ্নের পিছনে খরচ হল সবচেয়ে সাধারণ চালকদের মধ্যে একটি — সাধারণত, একজন ডিজাইনার 6061-এর বস্তুগত বৈশিষ্ট্য চান কিন্তু ডাই কাস্টিংয়ের প্রতি-অংশ অর্থনীতি। নিম্নলিখিত তুলনা একটি রেফারেন্স হিসাবে মাঝারি জটিলতা সহ একটি প্রতিনিধি কাঠামোগত হাউজিং অংশ ব্যবহার করে।
| প্রক্রিয়া | খাদ | টুলিং খরচ (প্রায়) | প্রতি-পার্ট খরচ 10k/বছর | তাপ চিকিত্সা সম্ভব? |
|---|---|---|---|---|
| HPDC | A380 | $30,000–$100,000 | $2–$8 | সীমিত (পরোসিটি ঝুঁকি) |
| এইচপিডিসি (কাঠামোগত) | সিলাফন্ট-36 | $30,000–$100,000 | $3–$10 | হ্যাঁ (ভ্যাকুয়াম-সহায়তা) |
| গ্র্যাভিটি পারম। ছাঁচ | 6061 | $5,000–$20,000 | $8–$20 | হ্যাঁ (T6 অর্জনযোগ্য) |
| বালি ঢালাই | 6061 | $1,000–$8,000 | $15–$40 | হ্যাঁ (T6 অর্জনযোগ্য) |
| সিএনসি মেশিনিং | 6061 বিলেট | $0–$5,000 (ফিক্সচারিং) | $20–$80 | হ্যাঁ (প্রি-ট্রিটেড স্টক) |
ডেটা দেখায় যে A380 বা একটি স্ট্রাকচারাল ডাই কাস্টিং অ্যালয় সহ HPDC উচ্চ ভলিউমে সর্বনিম্ন প্রতি-পার্ট খরচ সরবরাহ করে, তবে এটির জন্য একটি উপাদান গ্রহণ করা প্রয়োজন যা 6061 নয়। যদি 6061 সত্যিকারের প্রয়োজন হয় — উদাহরণস্বরূপ, মহাকাশের উপাদানের বৈশিষ্ট্য বা নির্দিষ্ট জারা শংসাপত্রের প্রয়োজনীয়তার কারণে — তাহলে অর্থনৈতিকভাবে কাস্টিং বা গ্রাভ চিন, গ্র্যাভ চিন। সঠিক সংকর ধাতুর বিনিময়ে অংশ প্রতি উচ্চ খরচ গ্রহণ করা।
উদীয়মান বিকল্প: পেটা-কম্পোজিশন ডাই কাস্টিং অ্যালয়
শিল্পটি 6061 এর কাছাকাছি বৈশিষ্ট্য সহ ডাই কাস্ট অ্যালুমিনিয়ামের চাহিদাকে উপেক্ষা করেনি। বেশ কিছু অ্যালয় ডেভেলপার এবং ফাউন্ড্রি বিশেষজ্ঞরা স্ট্যান্ডার্ড ডাই কাস্টিং অ্যালয় এবং পেটা-সিরিজ কম্পোজিশনের মধ্যে ব্যবধান পূরণ করার জন্য ডিজাইন করা অ্যালয় চালু করেছেন। এগুলি ইঞ্জিনিয়ারদের জন্য জানার মতো যারা তাদের বিকল্পগুলি মূল্যায়ন করছেন।
Castasil-37 (আল-সি-এমজি, লো আয়রন)
Rheinfelden Alloys দ্বারা বিকশিত, Castasil-37-এ আনুমানিক 9-11% সিলিকন রয়েছে এবং খুব কম আয়রন (0.15% এর নিচে) এবং নিয়ন্ত্রিত ম্যাগনেসিয়াম রয়েছে। এর কম লোহার উপাদান স্ট্যান্ডার্ড অ্যালয়গুলির তুলনায় ডাই সোল্ডারিং প্রবণতাকে নাটকীয়ভাবে হ্রাস করে এবং পাতলা, জটিল অংশগুলি তৈরি করতে অ্যালয়কে ডাই কাস্ট করা যেতে পারে। এটি 6061-এর সম্পূর্ণ তাপ চিকিত্সা প্রতিক্রিয়ার সাথে মেলে না, তবে এর-কাস্ট বৈশিষ্ট্যগুলি অনেক অ্যাপ্লিকেশনের সাথে প্রতিযোগিতামূলক যা অন্যথায় 6061 বিবেচনা করবে।
আউরাল-২ এবং আউরাল-৫
এগুলি হল প্রাথমিক অ্যালুমিনিয়াম অ্যালয়গুলি যা বিশেষত উচ্চ-অখণ্ডতার কাঠামোগত ডাই কাস্টিংয়ের জন্য তৈরি করা হয়েছে, বিশেষত স্বয়ংচালিত সেক্টরে যেখানে ক্র্যাশ কর্মক্ষমতার জন্য উচ্চ শক্তি এবং উচ্চ নমনীয়তা উভয়ই প্রয়োজন। Aural-2 T7 অবস্থায় 10-15% প্রসারিত মান অর্জন করে , যা 6061-T6 এর সাথে তুলনীয়। এই অ্যালয়গুলিকে ভ্যাকুয়াম-সহায়তা HPDC ব্যবহার করে ডাই কাস্ট করা যেতে পারে এবং তারপরে উল্লেখযোগ্য ফোস্কা ছাড়াই তাপ চিকিত্সা করা যেতে পারে, যা ডাই কাস্ট ফর্মে 6061 বৈশিষ্ট্যের নিকটতম উপলব্ধ আনুমানিক প্রতিনিধিত্ব করে।
Hpdc-অপ্টিমাইজ করা 6xxx-সিরিজ অ্যালয় (গবেষণা পর্যায়)
একাডেমিক এবং শিল্প গবেষণা গোষ্ঠীগুলি উচ্চতর সিলিকন সংযোজন সহ সংশোধিত 6xxx-সিরিজ অ্যালয় তৈরি করছে যা কিছু বয়স-কঠিন প্রতিক্রিয়া বজায় রেখে ডাই কাস্টিং কর্মক্ষমতা উন্নত করার উদ্দেশ্যে। এগুলি এখনও বাণিজ্যিকভাবে স্কেলে প্রতিষ্ঠিত হয়নি, তবে জার্নাল অফ ম্যাটেরিয়ালস প্রসেসিং টেকনোলজির মতো জার্নালে প্রকাশিত পাইলট উত্পাদন ফলাফলগুলি পরামর্শ দেয় যে HPDC থেকে T5 চিকিত্সার পরে 3-5% Si এবং সুষম Mg সংযোজন সহ অ্যালয়গুলি 280-300 MPa এর প্রসার্য শক্তি অর্জন করতে পারে। এটি উন্নয়নের একটি সক্রিয় ক্ষেত্র অবশেষ একটি প্রস্তুত উত্পাদন বিকল্পের পরিবর্তে।
ব্যবহারিক সিদ্ধান্ত নির্দেশিকা: 6061 এবং ডাই কাস্টিং অ্যালোয়ের মধ্যে নির্বাচন করা
নিম্নলিখিত সিদ্ধান্ত কাঠামো প্রকৌশলী এবং পণ্য ডিজাইনারদের দ্রুত তাদের নির্দিষ্ট পরিস্থিতির জন্য সঠিক পথ সনাক্ত করতে সাহায্য করার উদ্দেশ্যে।
- যদি আপনার বার্ষিক ভলিউম ছাড়িয়ে যায় 5,000 অংশ এবং জ্যামিতি জটিলতা বেশি, A380 বা স্ট্রাকচারাল অ্যালয় দিয়ে ডাই কাস্টিং প্রায় অবশ্যই সঠিক প্রক্রিয়া — 6061 বৈশিষ্ট্যগুলি সত্যিকারের প্রয়োজন বা সহজভাবে পরিচিত কিনা তা পুনরায় মূল্যায়ন করুন।
- যদি সমাপ্ত অংশের জন্য আলংকারিক অ্যানোডাইজিং প্রয়োজন হয় তবে ডাই কাস্টিং সম্পূর্ণভাবে ভুল প্রক্রিয়া। উপযুক্ত পৃষ্ঠ চিকিত্সার সাথে এক্সট্রুশন বা মেশিনযুক্ত 6061 ব্যবহার করুন।
- যদি ঢালাই অংশ থেকে 200 MPa-এর উপরে ফলন শক্তি প্রয়োজন হয়, তাহলে 6061-এর সাথে একটি মাধ্যাকর্ষণ ঢালাই প্রক্রিয়া অবলম্বন করার আগে Silafont-36 বা Aural-2 দিয়ে ভ্যাকুয়াম-সহায়তা HPDC মূল্যায়ন করুন।
- যদি খাদ স্পেসিফিকেশন একটি গ্রাহক, নিয়ন্ত্রক সংস্থা, বা মহাকাশ স্ট্যান্ডার্ড উদ্ধৃত 6061 দ্বারা স্থির করা হয়, বিকল্প করবেন না। মাধ্যাকর্ষণ ঢালাই, বালি ঢালাই, বা ফরজিং ব্যবহার করুন।
- যদি ভলিউম প্রতি বছর 1,000 অংশের নিচে হয় এবং জ্যামিতি অনুমতি দেয়, 6061-T6 স্টক থেকে CNC মেশিনিং সর্বনিম্ন টুলিং বিনিয়োগের সাথে সেরা যান্ত্রিক বৈশিষ্ট্য দেবে।
- যদি ওজন সঞ্চয় এবং কাঠামোগত দক্ষতা প্রাথমিক চালক হয়, তাহলে নকল 6061 ন্যায়সঙ্গত কিনা তা বিবেচনা করুন — ফোরজিংস একটি সমতুল্য কাস্ট অংশের তুলনায় অংশের ওজন 15-30% কমাতে পারে কারণ উচ্চতর শক্তি-থেকে-ওজন অনুপাত পাতলা বিভাগগুলিকে অনুমতি দেয়।
কোন একক উত্তর প্রতিটি পণ্য মাপসই. কিন্তু সামঞ্জস্যপূর্ণ শিল্প ঐক্যমত স্পষ্ট: 6061 অ্যালুমিনিয়াম দিয়ে উচ্চ-চাপ ডাই কাস্টিং করার চেষ্টা করবেন না যদি নির্ভরযোগ্য, উৎপাদন-মানের ফলাফল লক্ষ্য হয়। 6061 এর কম্পোজিশন এবং ডাই কাস্টিং প্রক্রিয়ার চাহিদার মধ্যে ধাতুবিদ্যার অমিল প্রক্রিয়া অপ্টিমাইজেশানের মাধ্যমে কাটিয়ে উঠতে একটি প্রকৌশল চ্যালেঞ্জ নয় - এটি একটি মৌলিক উপাদান নির্বাচন সমস্যা যা শুরু থেকেই সঠিক প্রক্রিয়ার জন্য সঠিক খাদ বেছে নেওয়ার মাধ্যমে সবচেয়ে ভাল সমাধান করা হয়৷