সংক্ষিপ্ত উত্তর: ডাই কাস্টিং কীভাবে কাজ করে
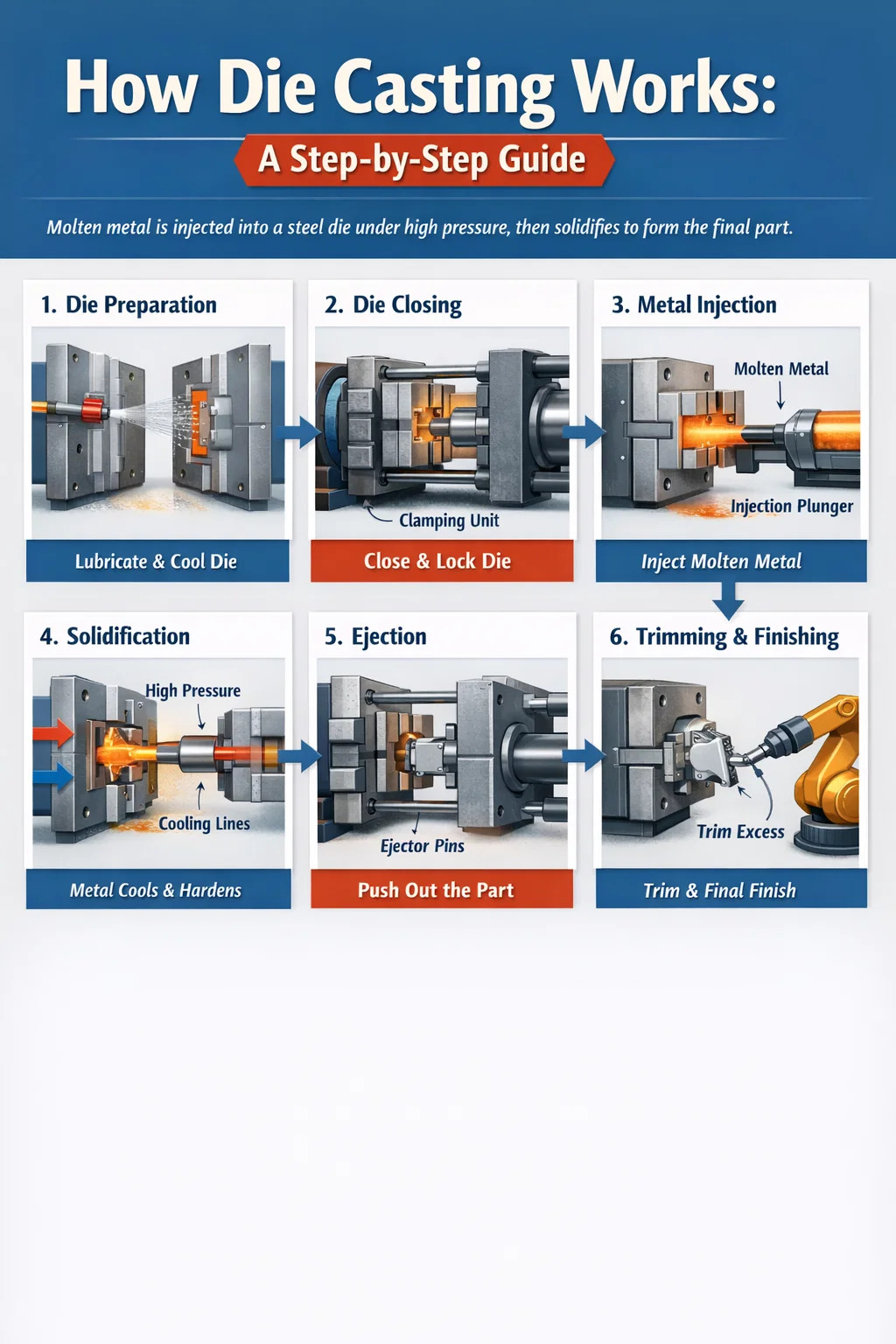
ঢালাই মারা একটি ধাতু গঠন প্রক্রিয়া যেখানে গলিত ধাতু উচ্চ চাপে একটি শক্ত ইস্পাত ছাঁচে প্রবেশ করানো হয় - যাকে ডাই বলা হয় - এবং ধাতুটি গহ্বরের সঠিক আকারে শক্ত না হওয়া পর্যন্ত সেখানে রাখা হয়। একবার শক্ত হয়ে গেলে, ডাই খোলে, ইজেক্টর পিনগুলি অংশটিকে বাইরে ঠেলে দেয় এবং চক্রটি আবার শুরু হয়। একটি একক ডাই এই সিকোয়েন্সটি শেষ হওয়ার আগে কয়েক হাজার বার পুনরাবৃত্তি করতে পারে।
প্রক্রিয়াটি প্রাথমিকভাবে অ লৌহঘটিত মিশ্রণের সাথে ব্যবহৃত হয়: অ্যালুমিনিয়াম, দস্তা, ম্যাগনেসিয়াম এবং তামা-ভিত্তিক ধাতু। ইনজেকশনের চাপ সাধারণত 1,500 psi থেকে 25,000 psi পর্যন্ত , যা ডাই কাস্টিংকে পাতলা দেয়াল, আঁটসাঁট সহনশীলতা (প্রায়ই ±0.002 ইঞ্চি) সহ অংশ তৈরি করতে দেয় এবং পরে ব্যাপক মেশিনিং ছাড়াই ঢালাইয়ের মতো মসৃণ পৃষ্ঠের সমাপ্তি করতে দেয়।
আপনার যদি হাজার হাজার অভিন্ন ধাতব অংশের প্রয়োজন হয় — স্বয়ংচালিত বন্ধনী, ইলেকট্রনিক্স হাউজিং, প্লাম্বিং ফিটিং, অ্যাপ্লায়েন্স কম্পোনেন্ট — ডাই কাস্টিং প্রায় সবসময়ই সবচেয়ে সাশ্রয়ী-দক্ষ উত্পাদন পদ্ধতি হয় একবার আপনি আপফ্রন্ট টুলিং খরচ শোষন করেন।
ধাপে ধাপে ডাই কাস্টিং প্রক্রিয়া
কীভাবে ডাই কাস্টিং করা হয় তা বোঝার জন্য উত্পাদন চক্রের প্রতিটি পর্যায়ে হাঁটা প্রয়োজন। যদিও বিভিন্ন মেশিন এবং অ্যালয় বিভিন্নতার পরিচয় দেয়, মৌলিক ক্রমটি শিল্প জুড়ে সামঞ্জস্যপূর্ণ।
ধাপ 1 — ডাই প্রিপারেশন এবং লুব্রিকেশন
প্রতিটি শটের আগে, ডাই অর্ধেক একটি লুব্রিকেন্ট বা রিলিজ এজেন্ট দিয়ে স্প্রে করা হয়। এটি দুটি উদ্দেশ্যে কাজ করে: এটি শক্ত ঢালাইকে আটকে না রেখে পরিষ্কারভাবে বের হতে সাহায্য করে এবং এটি একটি সামঞ্জস্যপূর্ণ তাপীয় প্রোফাইল বজায় রাখতে ডাই পৃষ্ঠকে কিছুটা ঠান্ডা করে। জল-ভিত্তিক ডাই লুব্রিকেন্টগুলি আধুনিক দোকানগুলিতে সবচেয়ে সাধারণ পছন্দ কারণ তারা ধোঁয়া কমায় এবং পরিবেশগত নিয়ম মেনে চলে। স্প্রে চক্রটি সাধারণত দুই থেকে পাঁচ সেকেন্ড সময় নেয় এবং উচ্চ-ভলিউম লাইনে স্বয়ংক্রিয় হয়।
ধাপ 2 — ডাই ক্লোজিং এবং ক্ল্যাম্পিং
ডাই কাস্টিং মেশিন দুটি ডাই অর্ধেককে প্রচন্ড শক্তি দিয়ে একসাথে আটকে দেয়। এই ক্ল্যাম্পিং বলটি টনে পরিমাপ করা হয় এবং ইনজেকশনের সময় চাপযুক্ত গলিত ধাতুটি ডাই ফেসগুলিতে যে শক্তি প্রয়োগ করবে তা অবশ্যই অতিক্রম করতে হবে। 500 টন রেটযুক্ত একটি মেশিন 500 টন ক্ল্যাম্পিং বল দিয়ে ডাই বন্ধ করে রাখে। ছোট দস্তা অংশের জন্য মেশিনের পরিসর 100 টন থেকে শুরু করে বড় অ্যালুমিনিয়ামের কাঠামোগত উপাদানগুলির জন্য 4,000 টন বা তার বেশি। ক্ল্যাম্পিং ফোর্স অপর্যাপ্ত হলে, গলিত ধাতু ডাই অর্ধেকগুলির মধ্যে ফ্ল্যাশ করতে পারে, অংশে পাতলা পাখনা তৈরি করতে পারে এবং টুলিংকে সম্ভাব্য ক্ষতি করতে পারে।
ধাপ 3 - মেটাল ইনজেকশন
এই সংজ্ঞায়িত পদক্ষেপ. গলিত ধাতুকে ডাই ক্যাভিটিতে ধাক্কা দেওয়া হয় চ্যানেলের একটি সিস্টেমের মাধ্যমে — একটি স্প্রু, রানার্স এবং গেট — যা সরাসরি অংশ জ্যামিতিতে প্রবাহিত হয়। কোল্ড চেম্বার মেশিনে, ধাতুর একটি পরিমাপিত শট ল্যাড করা হয় বা স্বয়ংক্রিয়ভাবে একটি শট স্লিভে ঢেলে দেওয়া হয় এবং একটি হাইড্রোলিক প্লাঞ্জার এটিকে এগিয়ে নিয়ে যায়। হট চেম্বার মেশিনে, ইনজেকশন প্রক্রিয়াটি গলিত ধাতব স্নানে নিমজ্জিত হয় এবং সরাসরি একটি সুনির্দিষ্ট চার্জ টানে। ইনজেকশনের গতি পর্যায়ক্রমে সামঞ্জস্য করা যেতে পারে: একটি ধীর প্রথম পর্যায় রানার সিস্টেমকে পূর্ণ করে, এবং একটি দ্রুত দ্বিতীয় পর্যায় অকাল দৃঢ়তা রোধ করতে অংশ গহ্বর পূরণ করে। গহ্বরের ভরাট সময় প্রায়ই 10 থেকে 100 মিলিসেকেন্ডের মধ্যে হয়।
ধাপ 4 - তীব্রতা এবং দৃঢ়ীকরণ
গহ্বর ভরাট হওয়ার পরপরই, যন্ত্রটি তীব্র চাপ প্রয়োগ করে — একটি গৌণ, উচ্চ চাপের ঢেউ — যাতে আরও বেশি ধাতু প্যাক করা যায় এবং ঢালাই শক্ত হওয়ার সাথে সাথে সংকোচনের জন্য ক্ষতিপূরণ দেয়। এই চাপ একটি বাস সময়ের জন্য বজায় রাখা হয়, সাধারণত প্রাচীর বেধ এবং খাদ উপর নির্ভর করে এক থেকে ত্রিশ সেকেন্ড। ডাই নিজেই একটি তাপ সিঙ্ক হিসাবে কাজ করে; এর অভ্যন্তরীণ কুলিং চ্যানেলগুলি দ্রুত এবং ধারাবাহিকভাবে তাপ নিষ্কাশন করতে জল বা তাপীয় তেল বহন করে। দ্রুত শীতলকরণ সমাপ্ত অংশে ছোট চক্রের সময় এবং সূক্ষ্ম মাইক্রোস্ট্রাকচারের অনুমতি দেয়।
ধাপ 5 — ডাই ওপেনিং এবং পার্ট ইজেকশন
একবার ধাতুটি পর্যাপ্তভাবে শক্ত হয়ে গেলে, ক্ল্যাম্পিং ইউনিট প্রত্যাহার করে এবং ডাই অর্ধেকগুলি আলাদা করে। ঢালাই এক অর্ধেক (ইজেক্টর অর্ধেক) উপর থাকে কারণ খসড়া কোণ এবং জ্যামিতি এইভাবে ডিজাইন করা হয়েছে। ইজেক্টর পিন - শক্ত করা স্টিলের রড ডাইতে সেট করা হয়েছে - অগ্রসর হয়ে অংশটিকে মুক্ত করুন। পিনগুলি ঢালাইয়ের অ-গুরুত্বপূর্ণ পৃষ্ঠগুলিতে ছোট বৃত্তাকার সাক্ষী চিহ্ন রেখে যায়। একটি রোবট বা মানব অপারেটর অংশটি সরিয়ে দেয় এবং চক্রটি পুনরায় চালু হয়।
ধাপ 6 - ট্রিমিং এবং ফিনিশিং
রানার এবং গেট সিস্টেমের সাথে সংযুক্ত কাঁচা ঢালাই বেরিয়ে আসে এবং প্রায়শই বিভাজন লাইন বরাবর পাতলা ফ্ল্যাশ থাকে। একটি হাইড্রোলিক প্রেসে একটি ট্রিম ডাই একটি একক স্ট্রোকে রানার এবং অতিরিক্ত ফ্ল্যাশ বন্ধ করে দেয়। আরও ফিনিশিং প্রয়োগের উপর নির্ভর করে: কসমেটিক সারফেসগুলির জন্য শট ব্লাস্টিং, থ্রেডেড হোল বা সুনির্দিষ্ট বোরগুলির জন্য CNC মেশিনিং, স্ট্রাকচারাল অ্যালুমিনিয়াম অ্যালয়গুলির জন্য তাপ চিকিত্সা এবং অ্যানোডাইজিং, পাউডার আবরণ বা ক্রোম প্লেটিং এর মতো পৃষ্ঠের আবরণ।
হট চেম্বার বনাম কোল্ড চেম্বার ডাই কাস্টিং
দুটি প্রধান যন্ত্রের ধরন একেকটি ভিন্ন পরিসরে খাদ। একটি প্রদত্ত উপাদানের জন্য ভুল ধরন নির্বাচন করা হয় মেশিনটি ধ্বংস করবে বা নিম্নমানের যন্ত্রাংশ তৈরি করবে।
| বৈশিষ্ট্য | হট চেম্বার | কোল্ড চেম্বার |
|---|---|---|
| ইনজেকশন সিস্টেম অবস্থান | গলিত ধাতুতে নিমজ্জিত | চুল্লি থেকে পৃথক |
| সামঞ্জস্যপূর্ণ alloys | জিঙ্ক, ম্যাগনেসিয়াম, সীসা, টিন | অ্যালুমিনিয়াম, পিতল, ম্যাগনেসিয়াম (উচ্চ তাপমাত্রা) |
| সাইকেলের গতি | দ্রুত (জিঙ্কের জন্য 18 শট/মিনিট পর্যন্ত) | ধীর (ম্যানুয়াল ল্যাডলিং সময় যোগ করে) |
| সর্বোচ্চ ইনজেকশন চাপ | ~2,500 psi | 25,000 psi পর্যন্ত |
| অংশ আকার পরিসীমা | ছোট থেকে মাঝারি | ছোট থেকে অনেক বড় |
| পোরোসিটি প্রবণতা | নিম্ন | পরিমিত (প্রক্রিয়া নিয়ন্ত্রণ দ্বারা পরিচালিত) |
হট চেম্বার মেশিনগুলি অ্যালুমিনিয়ামের সাথে ব্যবহার করা যায় না কারণ অ্যালুমিনিয়াম সাধারণ ঢালাই তাপমাত্রায় লোহাকে দ্রবীভূত করে, দ্রুত ইস্পাত গজনেক এবং নিমজ্জিত ইনজেকশন সিস্টেমের প্লাঞ্জারকে আক্রমণ করে। অ্যালুমিনিয়াম ডাই ঢালাইয়ের জন্য কোল্ড চেম্বার মেশিনগুলিই সঠিক পছন্দ — ধাতুটি একটি পৃথক হোল্ডিং ফার্নেসে গলে যায় এবং শুধুমাত্র ইনজেকশনের আগে শট স্লিভে প্রবেশ করে, এক্সপোজারের সময় সীমিত করে।
ডাই কাস্টিং এ ব্যবহৃত উপকরণ
মিশ্র ধাতুর পছন্দ প্রক্রিয়ায় প্রায় প্রতিটি অন্য সিদ্ধান্তকে চালিত করে — মেশিনের ধরন, ডাই উপাদান, চক্রের সময় এবং চূড়ান্ত অংশের বৈশিষ্ট্য। এই চারটি পরিবারকে সাধারণত বাণিজ্যিক ডাই কাস্টিং অপারেশনে দেখা যায়।
অ্যালুমিনিয়াম অ্যালয়
মোটামুটি জন্য অ্যালুমিনিয়াম অ্যাকাউন্ট ওজন দ্বারা সমস্ত ডাই ঢালাই উৎপাদনের 80% উত্তর আমেরিকায়। সবচেয়ে ব্যাপকভাবে ব্যবহৃত সংকর ধাতুগুলি হল A380, A383 এবং A360। A380 castability, শক্তি (চূড়ান্ত প্রসার্য শক্তি প্রায় 47,000 psi), এবং জারা প্রতিরোধের একটি চমৎকার ভারসাম্য অফার করে, যা এটিকে স্বয়ংচালিত এবং ভোক্তা ইলেকট্রনিক্স আবাসনের জন্য ডিফল্ট পছন্দ করে তোলে। অ্যালুমিনিয়ামের কম ঘনত্ব — ইস্পাতের প্রায় এক-তৃতীয়াংশ — চাহিদার একটি প্রধান চালক কারণ অটোমেকাররা জ্বালানী অর্থনীতি এবং EV পরিসরের লক্ষ্য পূরণের জন্য হালকা ওজনের উপাদান খোঁজে। নেতিবাচক দিক হল উচ্চ ঢালাই তাপমাত্রা (প্রায় 1,200°F / 650°C), যা দস্তার তুলনায় মৃত জীবনকে ছোট করে।
দস্তা খাদ
দস্তা সংকর ধাতুগুলি (Zamak 3, Zamak 5, ZA-8) অনেক কম তাপমাত্রায় (প্রায় 780°F / 415°C) নিক্ষেপ করা হয়, যা টুলিংকে নাটকীয়ভাবে দীর্ঘ জীবন দেয় — প্রায়ই অ্যালুমিনিয়ামের মৃত্যুর জন্য 100,000-400,000 এর বিপরীতে এক মিলিয়ন শট। দস্তার অংশগুলি অত্যন্ত পাতলা দেয়াল (0.4 মিমি থেকে নীচে) এবং খুব সূক্ষ্ম পৃষ্ঠের বিবরণ দিয়ে ঢালাই করা যেতে পারে, এই কারণেই সেগুলি আলংকারিক হার্ডওয়্যার, লক বডি এবং ছোট নির্ভুল যান্ত্রিক উপাদানগুলির জন্য ব্যবহৃত হয়। দস্তা অ্যালুমিনিয়ামের চেয়ে ঘন কিন্তু এর কম প্রক্রিয়াকরণ খরচ এবং দীর্ঘ টুল লাইফ প্রায়শই এটিকে উচ্চ-আয়তনের ছোট অংশগুলির জন্য আরও লাভজনক করে তোলে।
ম্যাগনেসিয়াম অ্যালয়
ম্যাগনেসিয়াম হল সবচেয়ে হালকা কাঠামোগত ধাতু যা সাধারণত ডাই কাস্ট হয়, আয়তনের দিক থেকে অ্যালুমিনিয়ামের চেয়ে প্রায় 33% হালকা। AZ91D এবং AM60B এর মতো অ্যালয়গুলি স্বয়ংচালিত অভ্যন্তরীণ কাঠামো, ল্যাপটপ চ্যাসিস এবং পাওয়ার টুল বডিতে ব্যবহৃত হয় যেখানে ওজন প্রাথমিক চালক। নির্দিষ্ট খাদ এবং প্রয়োজনীয় অংশের আকারের উপর নির্ভর করে ম্যাগনেসিয়াম গরম বা ঠান্ডা চেম্বার মেশিনে প্রক্রিয়া করা যেতে পারে। একটি গুরুত্বপূর্ণ উত্পাদন বিবেচনা: ম্যাগনেসিয়াম সূক্ষ্মভাবে বিভক্ত আকারে দাহ্য, তাই স্ক্র্যাপ এবং চিপগুলির যত্ন সহকারে পরিচালনার প্রয়োজন এবং সুবিধাটিতে উত্সর্গীকৃত অগ্নি দমন ব্যবস্থা প্রয়োজন।
তামা-ভিত্তিক সংকর ধাতু (পিতল এবং ব্রোঞ্জ)
কপার অ্যালয়গুলির জন্য সর্বোচ্চ ঢালাই তাপমাত্রা প্রয়োজন - প্রায়শই 1,650°F (900°C) - যা উল্লেখযোগ্যভাবে ডাই লাইফকে ছোট করে এবং শক্তি খরচ বাড়ায়। যাইহোক, ব্রাস এবং ব্রোঞ্জ ডাই কাস্টিংগুলি চমৎকার ক্ষয় প্রতিরোধ, ভাল বৈদ্যুতিক পরিবাহিতা এবং একটি প্রিমিয়াম উপস্থিতি প্রদান করে যা তাদের প্লাম্বিং ফিটিং, বৈদ্যুতিক সংযোগকারী এবং স্থাপত্য হার্ডওয়্যারে মূল্যবান করে তোলে। কপার অ্যালয় ডাই কাস্টিং মোট উৎপাদনের একটি ছোট কিন্তু অবিরাম অংশকে প্রতিনিধিত্ব করে কারণ অন্য কোনো উপাদান মাঝারি-আয়তনের অংশগুলির জন্য তুলনামূলক খরচে এর বৈশিষ্ট্যগুলির সংমিশ্রণের সাথে মেলে না।
ডাই ডিজাইন এবং টুলিং
ডাই হল ডাই কাস্টিং প্রক্রিয়ার সবচেয়ে পুঁজি-নিবিড় উপাদান, এবং এর নকশা সরাসরি আংশিক গুণমান, চক্রের সময় এবং উৎপাদন অর্থনীতি নির্ধারণ করে। একটি খারাপভাবে ডিজাইন করা ডাই সমস্যা সৃষ্টি করবে কোন পরিমাণ মেশিন সমন্বয় সম্পূর্ণরূপে ঠিক করতে পারবে না।
ডাই ম্যাটেরিয়ালস
ডাই কাস্টিং টুলিং প্রায় সর্বজনীনভাবে H13 হট-ওয়ার্ক টুল স্টিল থেকে তৈরি করা হয়, প্রায় 44-48 HRC-এ শক্ত করা হয়। H13 নির্বাচন করা হয়েছিল কারণ এটি তাপীয় ক্লান্তি প্রতিরোধ করে — বারবার গরম করা এবং নিভে যাওয়া যা হাজার হাজার চক্রের মধ্যে কম ইস্পাতকে ক্র্যাক করবে। কঠোর রসায়ন নিয়ন্ত্রণ এবং ভ্যাকুয়াম আর্ক রিমেল্টিং (VAR) প্রক্রিয়াকরণ সহ H13 এর প্রিমিয়াম গ্রেডগুলি ডাই লাইফকে উল্লেখযোগ্যভাবে প্রসারিত করতে পারে। খুব উচ্চ-ভলিউম অ্যালুমিনিয়াম উৎপাদনের জন্য, কিছু অপারেশন পরিবর্তিত ইস্পাত ব্যবহার করে যেমন DIN 1.2367 বা টুলিং সরবরাহকারীদের দ্বারা বিকশিত মালিকানাধীন গ্রেড।
গেটিং এবং রানার সিস্টেম ডিজাইন
যেখানে ধাতু গহ্বরে প্রবেশ করে — গেটের অবস্থান — ফিল প্যাটার্ন, এয়ার এন্ট্রাপমেন্ট এবং সংকোচন নিয়ন্ত্রণ করে। সিমুলেশন সফ্টওয়্যার (Magmasoft, ProCAST, Flow-3D) এখন ডাই ডিজাইনের জন্য আদর্শ অনুশীলন, যা ইঞ্জিনিয়ারদের ধাতু প্রবাহের মডেল করতে, ঠান্ডা বন্ধের পূর্বাভাস দিতে, কোথায় পোরোসিটি তৈরি হওয়ার সম্ভাবনা রয়েছে তা চিহ্নিত করতে এবং স্টিলের এক টুকরো কাটার আগে গেট ও ওভারফ্লো ওয়েল প্লেসমেন্ট অপ্টিমাইজ করতে দেয়। টুলিং ফ্যাব্রিকেশনের আগে সিমুলেশনে বিনিয়োগ করা সাধারণত খরচের চেয়ে অনেক বেশি সাশ্রয় করে সমস্যাগুলি ধরার মাধ্যমে যা অন্যথায় ব্যয়বহুল ডাই পরিবর্তনের প্রয়োজন হবে।
খসড়া কোণ এবং বিভাজন লাইন
ডাই কাস্টিংয়ের প্রতিটি উল্লম্ব প্রাচীরের একটি খসড়া কোণ থাকতে হবে — একটি সামান্য টেপার — যাতে অংশটিকে টেনে বা আটকে না রেখে ডাই থেকে মুক্তি পেতে দেয়। সাধারণ খসড়া কোণগুলি বাহ্যিক পৃষ্ঠের জন্য 1° থেকে 3° এবং অভ্যন্তরীণ কোরের জন্য 2° থেকে 5°। জিরো-ড্রাফ্ট দেয়াল তাত্ত্বিকভাবে বিশেষ আবরণ বা জ্যামিতি কৌশলগুলির সাথে সম্ভব কিন্তু খরচ এবং ঝুঁকি যোগ করে। বিভাজন লাইন হল যেখানে দুটি ডাই অর্ধেক মিলিত হয়; এটি সঠিকভাবে সনাক্ত করা ফ্ল্যাশকে ছোট করে, টুল নির্মাণকে সহজ করে এবং কসমেটিক পৃষ্ঠগুলিকে নিয়ন্ত্রণ করা সহজ করে তোলে।
কুলিং সিস্টেম ডিজাইন
অভ্যন্তরীণ কুলিং চ্যানেল ডাই স্টিলের মাধ্যমে উদাসীন তাপমাত্রা-নিয়ন্ত্রিত জল বহন করে। অংশের পুরু অংশের তুলনায় তাদের বসানো, যেখানে তাপ ঘনীভূত হয়, নির্ধারণ করে যে ঢালাই কতটা সমানভাবে দৃঢ় হয় এবং চক্রটি কত দ্রুত চলতে পারে। কনফর্মাল কুলিং — চ্যানেলগুলি যেগুলি সরাসরি ড্রিল করার পরিবর্তে ডাই ক্যাভিটির কনট্যুর অনুসরণ করে — ক্রমবর্ধমানভাবে সংযোজন উত্পাদন সন্নিবেশের মাধ্যমে তৈরি করা হচ্ছে, যা ক্রিটিক্যাল জোনে আরও আক্রমনাত্মক তাপ নিষ্কাশন এবং কিছু অ্যাপ্লিকেশনে চক্রের সময় 15-25% হ্রাস করার অনুমতি দেয়।
মূল প্রক্রিয়া পরামিতি এবং কিভাবে তারা নিয়ন্ত্রিত হয়
ডাই কাস্টিং একটি সেট-এবং-ভুলে যাওয়া অপারেশন নয়। একটি স্থিতিশীল, উচ্চ-মানের প্রক্রিয়ার জন্য পরস্পর নির্ভরশীল ভেরিয়েবলের একটি পরিসরের সক্রিয় পর্যবেক্ষণ এবং নিয়ন্ত্রণ প্রয়োজন।
- ধাতু তাপমাত্রা: অত্যধিক গরম সঙ্কুচিত ছিদ্রতা বৃদ্ধি করে এবং ক্ষয় হয়; অত্যধিক ঠাণ্ডা মিসরান এবং ঠান্ডা বন্ধের কারণ। অ্যালুমিনিয়াম সাধারণত 1,250°F–1,350°F (677°C–732°C) অংশের জ্যামিতি এবং দেয়ালের বেধের উপর নির্ভর করে ঢেলে দেওয়া হয়।
- ইনজেকশন বেগ: প্রথম-পর্যায়ের (ধীর) বেগ রানারকে পূর্ণ করে; দ্বিতীয় পর্যায়ের (দ্রুত) বেগ গহ্বরটি পূরণ করে। গেটের বেগ - যে গতিতে ধাতু গেট দিয়ে অংশে যায় - সাধারণত অ্যালুমিনিয়ামের জন্য 100 থেকে 180 ফুট/সেকেন্ডের মধ্যে লক্ষ্য করা হয়।
- তীব্রতা চাপ: গহ্বর ভরাটের পরপরই প্রয়োগ করা হয়, এই চাপ সঙ্কুচিত শূন্যতা কমাতে দৃঢ় ধাতুকে প্যাক করে। অ্যালুমিনিয়ামের জন্য সাধারণ তীব্রতা চাপ 8,000-15,000 psi।
- ডাই তাপমাত্রা: ডাইকে অবশ্যই তাপীয় ভারসাম্য পৌঁছাতে হবে এবং বজায় রাখতে হবে — সাধারণত অ্যালুমিনিয়ামের জন্য 300°F–500°F (150°C–260°C) — উৎপাদনের অংশগুলি চালানোর আগে। একটি ঠান্ডা মৃত্যু পৃষ্ঠের ত্রুটি ঘটায়; একটি অতিরিক্ত উত্তপ্ত ডাই চক্রের সময়কে প্রসারিত করে এবং তাপীয় ক্লান্তিকে ত্বরান্বিত করে।
- ভ্যাকুয়াম সহায়তা: কিছু ডাই কাস্টিং সেটআপ ডাই ক্যাভিটির সাথে সংযুক্ত ভ্যাকুয়াম লাইন ব্যবহার করে যাতে ইনজেকশনের আগে বাতাস বের হয়। বায়ু অপসারণ গ্যাসের ছিদ্রতা হ্রাস করে এবং অংশে গ্যাস আটকে না রেখে উচ্চতর ইনজেকশন গতির অনুমতি দেয় — বিশেষত তাপ চিকিত্সা বা ঢালাই করা কাঠামোগত উপাদানগুলির জন্য মূল্যবান।
আধুনিক ডাই কাস্টিং মেশিন প্রতিটি শটের প্রসেস ডেটা রেকর্ড করে — প্লাঞ্জার পজিশন, বেগ, প্রেসার কার্ভ — রিয়েল টাইমে। পরিসংখ্যানগত প্রক্রিয়া নিয়ন্ত্রণ চার্ট পতাকা যখন প্যারামিটার সেট সীমার বাইরে প্রবাহিত হয়, প্রক্রিয়া ইঞ্জিনিয়ারদের স্ক্র্যাপ হার আরোহণের আগে সমস্যা সংশোধন করার অনুমতি দেয়।
ডাই কাস্টিংয়ের সাধারণ ত্রুটি এবং তাদের কারণ
ত্রুটির প্রক্রিয়া বোঝা প্রক্রিয়াটি সমস্যা সমাধানের কেন্দ্রবিন্দু। বেশিরভাগ ত্রুটিগুলি মূল কারণগুলির একটি অপেক্ষাকৃত ছোট সেটে ফিরে আসে।
পোরোসিটি
সবচেয়ে প্রচলিত ডাই ঢালাই ত্রুটি। দুটি প্রকার বিদ্যমান: গ্যাসের ছিদ্র, বায়ু বা দ্রবীভূত হাইড্রোজেন দ্বারা সৃষ্ট ভরাট করার সময় আটকা পড়ে, এবং সংকোচন ছিদ্র, যা দৃঢ় হওয়ার সাথে সাথে সংকোচনকারী অংশগুলিকে খাওয়ানোর জন্য অপর্যাপ্ত ধাতুর কারণে ঘটে। গ্যাসের ছিদ্র সাধারণত পৃষ্ঠের কাছাকাছি বা শেষ-থেকে-পূর্ণ জায়গায় বৃত্তাকার শূন্যস্থান হিসাবে দেখায়। সংকোচন পোরোসিটি ঘন ক্রস-সেকশনে অনিয়মিত, জ্যাগড শূন্যতা হিসাবে দেখা যায়। প্রতিকারের মধ্যে রয়েছে ভ্যাকুয়াম সহায়তা, অপ্টিমাইজ করা গেট ডিজাইন, সামঞ্জস্যপূর্ণ তীব্রতা চাপ, এবং অংশ পুনঃডিজাইনের মাধ্যমে প্রাচীরের পুরুত্ব হ্রাস।
কোল্ড শাটস এবং মিসরুন
ঢালাইয়ের পৃষ্ঠে একটি কোল্ড শাট একটি দৃশ্যমান রেখা হিসাবে উপস্থিত হয় যেখানে দুটি ধাতব প্রবাহ ফ্রন্ট মিলিত হয়েছিল কিন্তু সঠিকভাবে ফিউজ হয়নি কারণ তারা যোগদানের আগে খুব বেশি ঠান্ডা হয়েছিল। একটি মিসরুন হল একটি অসম্পূর্ণ ভরাট — গহ্বরের একটি অংশ যা শক্ত হওয়ার আগে পর্যাপ্ত ধাতু গ্রহণ করেনি। উভয়ই অপর্যাপ্ত ধাতু তাপমাত্রা, খুব কম ইনজেকশন গতি, অপর্যাপ্ত ধাতু ভলিউম, বা অত্যধিক ডাই কুলিং দ্বারা সৃষ্ট হয়। ধাতব তাপমাত্রা, ইনজেকশন বেগ বা শট ওজন বৃদ্ধি সাধারণত এই ত্রুটিগুলি সমাধান করে।
সোল্ডারিং এবং ডাই ইরোশন
সোল্ডারিং ঘটে যখন অ্যালুমিনিয়াম খাদ ডাই স্টিলের সাথে লেগে থাকে, ইজেকশনের সময় অংশ পৃষ্ঠ থেকে উপাদান টেনে নেয় এবং শেষ পর্যন্ত ডাইতে জমা তৈরি করে। এটি ডাই স্টিলের গলিত অ্যালুমিনিয়াম এবং লোহার মধ্যে রাসায়নিক বিক্রিয়া দ্বারা চালিত হয়, উচ্চ ধাতব তাপমাত্রা এবং উচ্চ গেট বেগ দ্বারা ত্বরান্বিত হয় যা একই ডাই পৃষ্ঠকে বারবার প্রভাবিত করে। প্রতিরক্ষামূলক আবরণ (নাইট্রাইডিং, টিআইএলএনের মতো পিভিডি আবরণ), ডাই টেম্পারেচার কন্ট্রোল এবং অপ্টিমাইজড লুব্রিকেশন সোল্ডারিং ফ্রিকোয়েন্সি কমিয়ে দেয়। গুরুতর ক্ষেত্রে ডাই পলিশিং বা ওয়েল্ড মেরামত প্রয়োজন।
ফ্ল্যাশ
ফ্ল্যাশ হল পাতলা ধাতব পাখনা যা ডাই অর্ধেক বা ইজেক্টর পিনের চারপাশে বেরিয়ে যায়। এটি অপর্যাপ্ত ক্ল্যাম্পিং বল, জীর্ণ বা ক্ষতিগ্রস্ত বিভাজন লাইন পৃষ্ঠ, বা অত্যধিক ইনজেকশন চাপের ফলে হয়। ট্রিম প্রেসে ছোট ফ্ল্যাশ সরানো হয়; ক্রমাগত ফ্ল্যাশ একটি মেশিন, ডাই বা প্রক্রিয়া প্যারামিটার সমস্যা নির্দেশ করে যা খারাপ হওয়ার আগে সংশোধন করা প্রয়োজন।
বৈচিত্র্য এবং উন্নত ডাই কাস্টিং পদ্ধতি
প্রচলিত উচ্চ-চাপ ডাই ঢালাইয়ের বাইরে, বেশ কয়েকটি প্রসেস ভেরিয়েন্ট নির্দিষ্ট অংশের প্রয়োজনীয়তা বা গুণমানের লক্ষ্যগুলিকে সম্বোধন করে যা স্ট্যান্ডার্ড কাস্টিং পূরণ করতে পারে না।
ভ্যাকুয়াম ডাই কাস্টিং
ভ্যাকুয়াম ডাই কাস্টিং ডেডিকেটেড ভ্যাকুয়াম ভালভের মাধ্যমে ইনজেকশন দেওয়ার আগে ডাই ক্যাভিটি থেকে বাতাসকে সরিয়ে দেয়। গহ্বরের অবশিষ্ট বায়ুচাপ উন্নত সিস্টেমে 50 এমবার-এর নিচে হ্রাস করা হয়। ফলাফল নাটকীয়ভাবে কম গ্যাসের ছিদ্র, যা কাস্টিংকে তাপ চিকিত্সা (T5 বা T6) এবং ঢালাই করার অনুমতি দেয় — এমন ক্ষমতা যা স্ট্যান্ডার্ড ডাই কাস্টিং নির্ভরযোগ্যভাবে অর্জন করতে পারে না। স্ট্রাকচারাল স্বয়ংচালিত যন্ত্রাংশ যেমন শক টাওয়ার, বি-স্তম্ভ এবং ব্যাটারি ঘের ক্রমবর্ধমানভাবে এইভাবে তৈরি করা হয়।
সেমি-সলিড ডাই কাস্টিং (থিক্সোকাস্টিং এবং রিওকাস্টিং)
আধা-কঠিন প্রক্রিয়াকরণে, ধাতুটিকে তার তরল এবং সলিডাসের মধ্যে একটি তাপমাত্রায় ইনজেকশন দেওয়া হয় - একটি আংশিকভাবে দৃঢ়, স্লারির মতো অবস্থায়। যেহেতু ধাতুটি আরও সান্দ্র এবং কম অশান্ত, আরও লেমিনার পদ্ধতিতে ডাইটি পূরণ করে, গ্যাসের প্রবেশ উল্লেখযোগ্যভাবে হ্রাস পায়। রিওকাস্টিং বা থিক্সোকাস্টিং দ্বারা উত্পাদিত অংশগুলি কিছু জ্যামিতিতে নকল অংশগুলির ছিদ্র স্তরের কাছে যেতে পারে। প্রথাগত ডাই কাস্টিংয়ের তুলনায় প্রক্রিয়াটি পরিচালনা করা আরও জটিল এবং ব্যয়বহুল, তাই এটি মহাকাশ, মোটরস্পোর্ট এবং প্রিমিয়াম স্বয়ংচালিত অ্যাপ্লিকেশনগুলিতে উচ্চ-মূল্যের উপাদানগুলির জন্য সংরক্ষিত।
কাস্টিং চেপে নিন
স্কুইজ কাস্টিং অনেক কম ইনজেকশন বেগ ব্যবহার করে কিন্তু খুব উচ্চ চাপ (প্রায়ই 10,000-30,000 psi) প্রয়োগ করা হয় এবং দৃঢ়ীকরণের সময় ধরে রাখা হয়। উচ্চ টেকসই চাপ ছিদ্রকে দমন করে এবং মাইক্রোস্ট্রাকচারকে পরিমার্জিত করে, যান্ত্রিক বৈশিষ্ট্যের সাথে ঢালাই তৈরি করে যা ফোরজিংসের কাছে আসে। উচ্চ-কার্যক্ষমতার যানবাহনের জন্য অ্যালুমিনিয়াম চাকা একটি সাধারণ স্কুইজ কাস্টিং অ্যাপ্লিকেশন। চক্রের সময়গুলি প্রচলিত ডাই ঢালাইয়ের চেয়ে দীর্ঘ, এবং প্রক্রিয়াটির জন্য চাপ বিতরণের জন্য আরও সতর্ক ডাই ডিজাইনের প্রয়োজন।
মেগা-কাস্টিং (গিগাকাস্টিং)
বৈদ্যুতিক যানবাহন শিল্প দ্বারা চালিত একটি সাম্প্রতিক উন্নয়ন, মেগা-কাস্টিং একক অ্যালুমিনিয়াম স্ট্রাকচারাল কাস্টিং তৈরি করতে 6,000 টন বা তার চেয়ে বড় মেশিন ব্যবহার করে যা কয়েক ডজন স্ট্যাম্পযুক্ত এবং ঝালাই করা ইস্পাত অংশগুলির সমাবেশগুলি প্রতিস্থাপন করে। টেসলা তার পিছনের আন্ডারবডি ঢালাইয়ের মাধ্যমে এই পদ্ধতিটিকে জনপ্রিয় করেছে, যা প্রায় 70টি পৃথক অংশকে একক শটে একত্রিত করে। অন্যান্য বেশ কিছু অটোমেকার এখন একই ধরনের বড়-ফরম্যাটের ডাই কাস্টিং সেল চালু বা পরিচালনা করছে। অর্থনৈতিক ক্ষেত্রে নির্ভর করে কম টুলিং গণনা, সহজ সমাবেশ লাইন, এবং কম যোগদানের খরচ, যদিও এর জন্য খুব বড় অগ্রগামী মেশিন বিনিয়োগ প্রয়োজন।
ডাই কাস্টিং বনাম অন্যান্য মেটাল কাস্টিং প্রসেস
ডাই কাস্টিং ধাতব অংশগুলি কাস্ট করার একমাত্র উপায় নয় এবং এটি সর্বদা সঠিক নয়। বিকল্পগুলির তুলনায় এটি কোথায় ফিট করে তা বোঝা একটি প্রদত্ত প্রকল্পের জন্য সঠিক প্রক্রিয়া নির্বাচন করতে সহায়তা করে।
| প্রক্রিয়া | টুলিং খরচ | প্রতি-অংশ খরচ (উচ্চ আয়তন) | মাত্রিক নির্ভুলতা | জন্য সেরা |
|---|---|---|---|---|
| উচ্চ চাপ ডাই ঢালাই | উচ্চ ($20K–$200K) | খুব কম | চমৎকার | উচ্চ ভলিউম অ লৌহঘটিত অংশ |
| স্থায়ী ছাঁচ ঢালাই | পরিমিত | কম | ভাল | মাঝারি আয়তন, ঘন দেয়াল |
| বিনিয়োগ ঢালাই | পরিমিত | উচ্চ | অনেক উঁচুতে | জটিল জ্যামিতি, লৌহঘটিত মিশ্রণ, মহাকাশ |
| বালি ঢালাই | কম | পরিমিত to high | দরিদ্র থেকে ন্যায্য | কম volume, large parts, iron/steel |
সিদ্ধান্ত সাধারণত ভলিউম নিচে আসে. একটি অ্যালুমিনিয়াম অংশের জন্য ডাই কাস্টিং টুলিংয়ের জন্য সাধারণত জটিলতার উপর নির্ভর করে $30,000 থেকে $150,000 খরচ হয়। এই বিনিয়োগটি প্রতি বছর 50,000 বা তার বেশি অংশে বোঝা যায় তবে কয়েকশ ইউনিটের জন্য ন্যায্যতা দেওয়া কঠিন। স্বল্প-আয়তনের উৎপাদনের জন্য, বালি ঢালাই বা বিনিয়োগ ঢালাই আরও লাভজনক যদিও প্রতি-অংশের খরচ বেশি। লৌহঘটিত মিশ্রণের জন্য (ইস্পাত, লোহা), ডাই কাস্টিং সাধারণত ব্যবহার করা হয় না — বিনিয়োগ ঢালাই, বালি ঢালাই, বা ফোরজিং উপযুক্ত পছন্দ।
শিল্প এবং অ্যাপ্লিকেশন যেখানে ডাই কাস্টিং প্রাধান্য পায়
ডাই কাস্টিংয়ের গতি, নির্ভুলতা এবং নেট-আকৃতির ক্ষমতার সমন্বয় এটিকে একাধিক শিল্প জুড়ে বিস্তৃত পণ্য বিভাগের জন্য ডিফল্ট উত্পাদন প্রক্রিয়া করে তুলেছে।
- স্বয়ংচালিত: ইঞ্জিন ব্লক (কিছু কনফিগারেশনে), ট্রান্সমিশন হাউজিং, তেল পাম্প বডি, ব্র্যাকেট অ্যাসেম্বলি, দরজার হাতল, মিরর হাউজিং, চাকা (স্কুইজ কাস্ট), এবং ক্রমবর্ধমান বড় কাঠামোগত বডি-ইন-হোয়াইট উপাদান। অটোমোটিভ হল ডাই কাস্টিং-এর জন্য সবচেয়ে বড় একক বাজার, যা মূল্য অনুসারে উত্তর আমেরিকার উৎপাদনের 50% এর বেশি।
- ভোক্তা ইলেকট্রনিক্স: ল্যাপটপ এবং ট্যাবলেট চ্যাসিস, স্মার্টফোনের অভ্যন্তরীণ ফ্রেম, ক্যামেরা বডি এবং হিট সিঙ্ক স্ট্রাকচারগুলি অ্যালুমিনিয়ামের হালকাতা, তাপ পরিবাহিতা এবং কাঠামোগত দৃঢ়তার সমন্বয় থেকে উপকৃত হয়।
- শিল্প সরঞ্জাম: গিয়ারবক্স হাউজিং, পাম্প বডি, মোটর হাউজিং, এবং ভালভ বডিগুলি সুসংগত প্রাচীর বেধ এবং চাপ-আঁটসাঁট অখণ্ডতার সাথে উচ্চ ভলিউমে উত্পাদিত হয়।
- টেলিযোগাযোগ অবকাঠামো: 5G বেস স্টেশন এনক্লোজার এবং হিট ম্যানেজমেন্ট উপাদানগুলি এর EMI শিল্ডিং, থার্মাল পারফরম্যান্স এবং ডাইমেনশনাল স্থিতিশীলতার সমন্বয়ের জন্য অ্যালুমিনিয়াম ডাই কাস্টিং ব্যবহার করে।
- নদীর গভীরতানির্ণয় এবং HVAC: পিতল এবং অ্যালুমিনিয়াম ডাই কাস্ট ফিটিং, ভালভ এবং ম্যানিফোল্ড ব্লক প্রতি বছর লক্ষ লক্ষ আবাসিক এবং বাণিজ্যিক নির্মাণে ইনস্টল করা হয়।
- পাওয়ার সরঞ্জাম এবং যন্ত্রপাতি: মোটর হাউজিং, গিয়ার কেস, এবং পাওয়ার টুলস, লন ইকুইপমেন্ট এবং গৃহস্থালীর যন্ত্রপাতিগুলির জন্য কাঠামোগত ফ্রেমগুলি আঁটসাঁট সহনশীলতা এবং উচ্চ উত্পাদন হারে ভাল পৃষ্ঠের ফিনিশের জন্য ডাই কাস্টিংয়ের উপর নির্ভর করে।
সহনশীলতা, সারফেস ফিনিশ এবং লিড টাইমের শর্তে কী আশা করা যায়
ডাই কাস্ট পার্টস নির্দিষ্ট করা ক্রেতা এবং ইঞ্জিনিয়ারদের সেকেন্ডারি ক্রিয়াকলাপ ছাড়া প্রক্রিয়াটি কী সরবরাহ করতে পারে এবং কী করতে পারে না সে সম্পর্কে বাস্তবসম্মত প্রত্যাশার প্রয়োজন।
মাত্রিক সহনশীলতা
ডাই কাস্টিং বালি ঢালাই বা স্থায়ী ছাঁচ ঢালাইয়ের চেয়ে কঠোর সহনশীলতা অর্জন করে, তবে এটি একটি নির্ভুল মেশিনিং প্রক্রিয়া নয়। অ্যালুমিনিয়ামের জন্য ±0.003 থেকে ±0.005 ইঞ্চি প্রতি ইঞ্চি পর্যন্ত ঢালাই সহনশীলতা সাধারণ। যে বৈশিষ্ট্যগুলির জন্য কঠোর নিয়ন্ত্রণ প্রয়োজন — বিয়ারিং বোর, থ্রেডেড হোল পজিশন, সঙ্গম সারফেস — কাস্ট করার পরে CNC মেশিনিং প্রয়োজন। উত্তর আমেরিকান ডাই কাস্টিং অ্যাসোসিয়েশন (NADCA) বিস্তারিত সহনশীলতার মান প্রকাশ করে যা ডাই কাস্ট অংশগুলি নির্দিষ্ট করার জন্য শিল্পের রেফারেন্স।
সারফেস ফিনিশ
ডাই কাস্ট অ্যালুমিনিয়ামের সারফেসগুলি সাধারণত 63-125 Ra microinches (1.6-3.2 Ra micrometers) পরিসরে থাকে, যা আরও শেষ না করেই বেশিরভাগ কার্যকরী এবং প্রসাধনী উদ্দেশ্যে যথেষ্ট মসৃণ। জিঙ্ক ডাই কাস্টিংগুলি কাস্টের মতো আরও সূক্ষ্ম সারফেস অর্জন করতে পারে এবং সরাসরি ইলেক্ট্রোপ্লেটিং নিতে পারে, যা ক্রোম- বা নিকেল-ধাতুপট্টাবৃত আলংকারিক হার্ডওয়্যারের জন্য পছন্দ করে।
টুলিং লিড টাইম এবং পার্ট লিড টাইম
একটি মাঝারি জটিল অ্যালুমিনিয়াম ডাই কাস্টিং ডাই জন্য টুলিং ফ্যাব্রিকেশন সাধারণত লাগে 8 থেকে 14 সপ্তাহ নকশা অনুমোদন থেকে প্রথম শট. সহজ সরঞ্জাম দ্রুত সম্পন্ন করা যেতে পারে; বড়, বহু-গহ্বর বা জটিল ডাইস 16-20 সপ্তাহ লাগতে পারে। একবার টুলিং প্রমাণিত হয়ে গেলে এবং উৎপাদনে, যন্ত্রাংশের জন্য লিড টাইম রানের পরিমাণ এবং সময় নির্ধারণের উপর নির্ভর করে কিন্তু সাধারণ অর্ডারের জন্য সাধারণত 3-6 সপ্তাহ হয়। উচ্চ-ভলিউম ডেডিকেটেড লাইনগুলি উত্পাদন সময়সূচী প্রতিষ্ঠিত হওয়ার পরে সংক্ষিপ্ত নোটিশের সাথে অংশগুলি প্রেরণ করতে পারে।