কিভাবে অ্যালুমিনিয়াম ডাই কাস্টিং তৈরি করা হয়
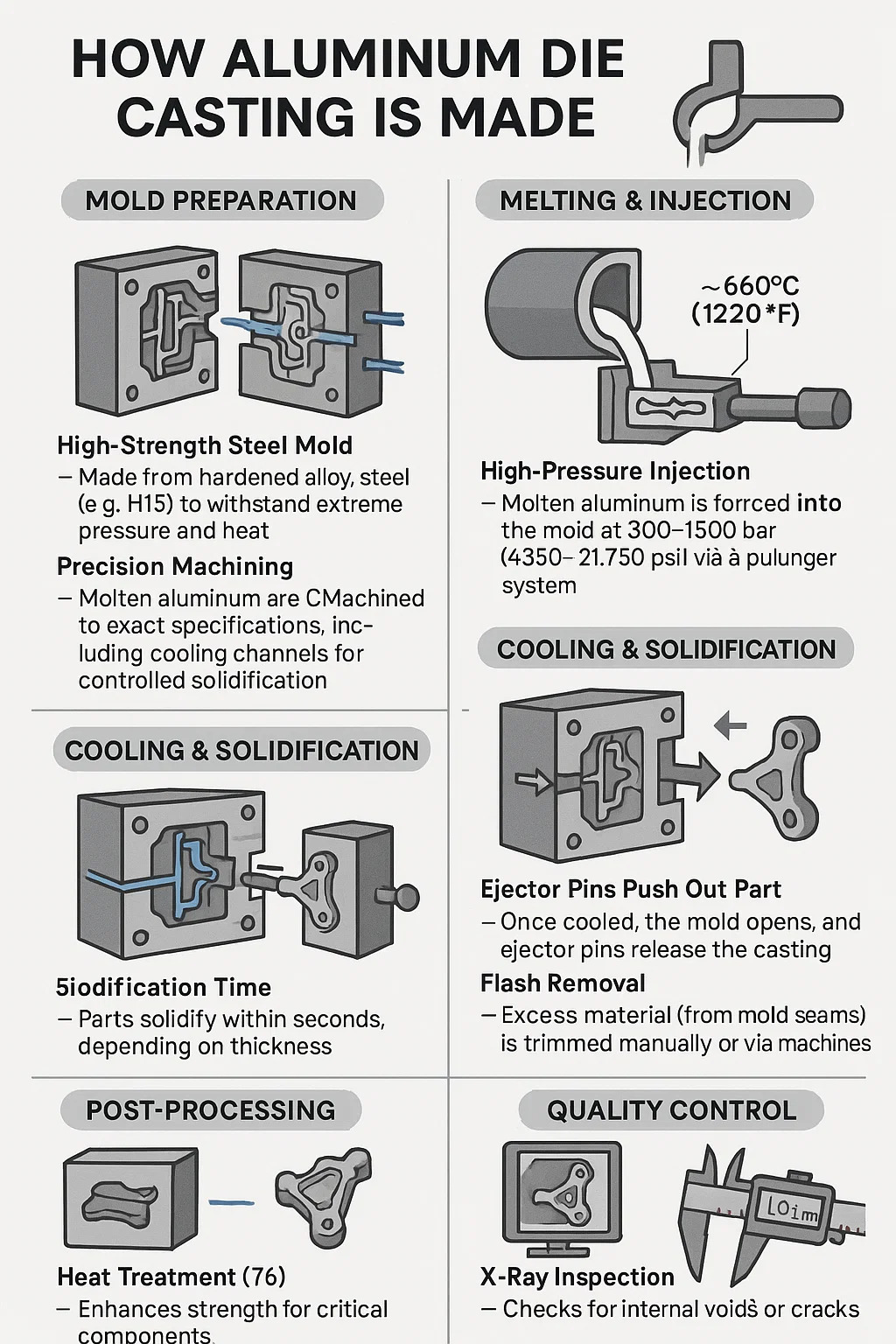
1। ছাঁচ প্রস্তুতি
উচ্চ-শক্তি ইস্পাত ছাঁচ-চরম চাপ এবং তাপ সহ্য করতে কঠোর অ্যালো স্টিল (উদাঃ, এইচ 13) থেকে তৈরি।
যথার্থ মেশিনিং-ছাঁচের গহ্বরগুলি নিয়ন্ত্রিত দৃ ification ়তার জন্য শীতল চ্যানেল সহ সঠিক স্পেসিফিকেশনে সিএনসি-মেশিন করা হয়।
2। গলনা ও ইনজেকশন
অ্যালুমিনিয়াম অ্যালো গলে যাওয়া - বিশেষ অ্যালো (যেমন এ 380 বা এডিসি 12 এর মতো) একটি চুল্লীতে 660 ডিগ্রি সেন্টিগ্রেড (1220 ° ফাঃ) এ গলে যায়।
উচ্চ-চাপ ইনজেকশন-গলিত অ্যালুমিনিয়ামকে একটি প্লাঞ্জার সিস্টেমের মাধ্যমে 300-1515 বারে (4350–21,750 পিএসআই) ছাঁচটিতে বাধ্য করা হয়।
3। শীতলকরণ এবং দৃ ification ়ীকরণ
র্যাপিড কুলিং - ছাঁচের জলের চ্যানেলগুলি ইউনিফর্ম কুলিং নিশ্চিত করে, ওয়ারপিং প্রতিরোধ করে।
দৃ ification ়তার সময় - বেধের উপর নির্ভর করে অংশগুলি কয়েক সেকেন্ডের মধ্যে দৃ ify ় হয়।
4 .. ইজেকশন এবং ছাঁটাই
ইজেক্টর পিনগুলি অংশটি ধাক্কা দেয় - একবার শীতল হয়ে গেলে, ছাঁচটি খোলে এবং ইজেক্টর পিনগুলি কাস্টিংটি প্রকাশ করে।
ফ্ল্যাশ অপসারণ - অতিরিক্ত উপাদান (ছাঁচের seams থেকে) ম্যানুয়ালি বা মেশিনগুলির মাধ্যমে ছাঁটাই করা হয়।
5। পোস্ট-প্রসেসিং
তাপ চিকিত্সা (টি 6) - সমালোচনামূলক উপাদানগুলির জন্য শক্তি বাড়ায়।
পৃষ্ঠ সমাপ্তি - জারা প্রতিরোধের জন্য স্যান্ডব্লাস্টিং, পলিশিং বা অ্যানোডাইজিং।
6 .. গুণমান নিয়ন্ত্রণ
এক্স-রে পরিদর্শন-অভ্যন্তরীণ ভয়েড বা ফাটলগুলির জন্য চেক।
মাত্রিক পরীক্ষা - অংশগুলি দৃ tight ় সহনশীলতা (± 0.1 মিমি) পূরণ করে তা নিশ্চিত করে।
মূল চ্যালেঞ্জ এবং ফিক্সগুলি
| ইস্যু | কারণ | সমাধান |
| পোরোসিটি | আটকা বায়ু/গ্যাস | ভ্যাকুয়াম-সহায়তা কাস্টিং |
| ওয়ার্পিং | অসম শীতল | অনুকূলিত ছাঁচ কুলিং চ্যানেলগুলি |
| স্টিকিং | অ্যালুমিনিয়াম বন্ডগুলি ছাঁচ | উন্নত ছাঁচের আবরণ (উদাঃ, টিন) |