ডাই কাস্টিংয়ের দুটি মৌলিক পদ্ধতি: হট চেম্বার এবং কোল্ড চেম্বার
ডাই কাস্টিং এর দুটি মৌলিক পদ্ধতি হল গরম চেম্বার ডাই ঢালাই এবং ঠান্ডা চেম্বার ডাই ঢালাই . এই দুটি প্রক্রিয়া একই মৌলিক লক্ষ্য ভাগ করে - সুনির্দিষ্ট, পুনরাবৃত্তিযোগ্য অংশগুলি তৈরি করার জন্য উচ্চ চাপে গলিত ধাতুকে একটি শক্ত ইস্পাত ডাইতে বাধ্য করে - তবে কীভাবে ধাতুটি গলানো, পরিচালনা করা এবং ইনজেকশন করা হয় তাতে তারা উল্লেখযোগ্যভাবে আলাদা। আপনার খাদ বা অংশ জ্যামিতির জন্য ভুল পদ্ধতি বেছে নেওয়ার ফলে দুর্বল ভরাট, অত্যধিক ছিদ্রতা, অকাল মৃত্যু পরিধান এবং ব্যয়বহুল স্ক্র্যাপ হার হতে পারে। এই দুটি পদ্ধতিকে কী আলাদা করে তা বোঝাই যে কোনও গুরুতর ডাই কাস্টিং সিদ্ধান্তের সূচনা।
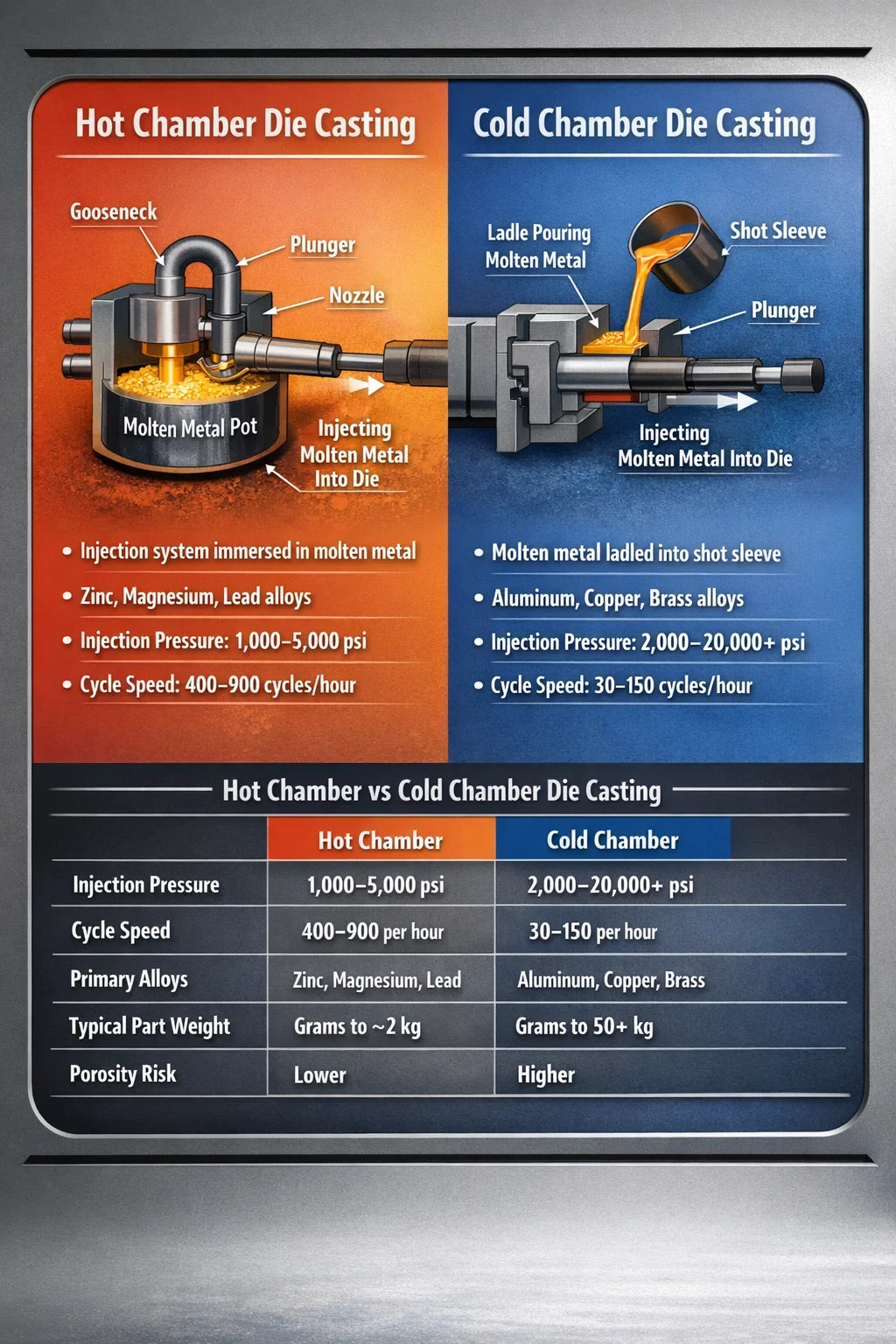
গরম চেম্বারে ডাই ঢালাই , ইনজেকশন প্রক্রিয়া সরাসরি গলিত ধাতব স্নানে নিমজ্জিত হয়। মেশিনটি স্বয়ংক্রিয়ভাবে সিলিন্ডারে ধাতু টেনে আনে এবং একটি অবিচ্ছিন্ন, দ্রুত চক্রে ডাইতে প্রবেশ করায়। কোল্ড চেম্বার ডাই কাস্টিং-এ, ধাতুটিকে একটি পৃথক চুল্লিতে গলানো হয় এবং তারপরে - ম্যানুয়ালি বা স্বয়ংক্রিয়ভাবে - প্রতিটি ইনজেকশন চক্রের আগে একটি শট স্লিভের মধ্যে ঢেলে দেওয়া হয়। প্রতিটি পদ্ধতির নির্দিষ্ট সংকর ধাতু রয়েছে যা এটি ভালভাবে পরিচালনা করে, নির্দিষ্ট চাপের রেঞ্জ এটির মধ্যে কাজ করে এবং নির্দিষ্ট উৎপাদন ভলিউম যেখানে এটি অর্থনৈতিক অর্থবোধ করে।
হট চেম্বার ডাই কাস্টিং: প্রক্রিয়াটি কীভাবে কাজ করে
হট চেম্বার ডাই কাস্টিং - যাকে কখনও কখনও গুজনেক কাস্টিং বলা হয় - গলিত ধাতুর পাত্রে ইনজেকশন সিস্টেমকে স্থায়ীভাবে নিমজ্জিত রাখে। মূল উপাদানগুলি হল একটি গুজনেক আকৃতির ধাতব চ্যানেল, একটি প্লাঞ্জার এবং একটি অগ্রভাগ যা সরাসরি ডাইয়ের বিপরীতে বসে থাকে। প্লাঞ্জার প্রত্যাহার করলে, গলিত ধাতু একটি বন্দরের মধ্য দিয়ে গুজনেকে প্রবাহিত হয়। যখন প্লাঞ্জার অগ্রসর হয়, তখন এটি বন্দরটিকে সিল করে দেয় এবং ধাতুটিকে অগ্রভাগের মাধ্যমে এবং ডাই ক্যাভিটিতে সাধারণত চাপে চাপ দেয় 1,000 থেকে 5,000 psi (7 থেকে 35 MPa) .
কারণ ধাতু কখনই শটের মধ্যে উত্তপ্ত সিস্টেম ছেড়ে যায় না, চক্রটি অত্যন্ত দ্রুত। হট চেম্বার মেশিন নিয়মিত অর্জন প্রতি ঘন্টায় 400 থেকে 900 চক্র ছোট অংশের জন্য, এগুলিকে বৈদ্যুতিক সংযোগকারী, কার্বুরেটর হাউজিং, লক হার্ডওয়্যার এবং খেলনার অংশগুলির মতো উপাদানগুলির উচ্চ-ভলিউম উত্পাদনের জন্য উপযুক্ত করে তোলে। পৃথক ল্যাডলিং ধাপের নির্মূল চক্রের সময় এবং শটগুলির মধ্যে তাপমাত্রার তারতম্যের ঝুঁকি উভয়ই হ্রাস করে।
হট চেম্বার ঢালাই সঙ্গে সামঞ্জস্যপূর্ণ Alloys
হট চেম্বার ডাই কাস্টিং লো-গলনাঙ্ক-বিন্দুর অ্যালয়গুলিতে সীমাবদ্ধ যা ইনজেকশন সিস্টেমের লোহা এবং ইস্পাত উপাদানগুলিকে আক্রমণ বা দ্রবীভূত করে না। সবচেয়ে সাধারণ উপকরণ হল:
- দস্তা সংকর ধাতু (জামাক 2, 3, 5, 7) - এখন পর্যন্ত সর্বাধিক ব্যবহৃত, গলনাঙ্কের সাথে প্রায় 380-420°C
- ম্যাগনেসিয়াম অ্যালয়েস (AZ91D, AM60) - বিশেষ মেশিন ডিজাইন সহ হট চেম্বার সিস্টেমে ক্রমবর্ধমানভাবে ব্যবহৃত হয়
- সীসা এবং টিনের সংকর ধাতু - বিশেষ কম-ভলিউম অ্যাপ্লিকেশনগুলিতে ব্যবহৃত হয়
অ্যালুমিনিয়াম, তামা এবং পিতল হট চেম্বার মেশিনে প্রক্রিয়া করা যাবে না। তাদের উচ্চতর গলে যাওয়া তাপমাত্রা — অ্যালুমিনিয়াম প্রায় 660°C, ব্রাস 900°C-এর কাছাকাছি গলে যায় — গুজনেক এবং প্লাঞ্জারের আয়রন-ভিত্তিক উপাদানগুলিকে দ্রুত দ্রবীভূত করবে, মেশিনটিকে ধ্বংস করবে এবং অপারেশনের কয়েক ঘন্টার মধ্যে গলিত পদার্থকে দূষিত করবে।
হট চেম্বার অপারেশনে মেশিন টনেজ এবং অংশের আকার
গরম চেম্বার মেশিন সাধারণত থেকে clamping বাহিনী পাওয়া যায় 5 টন থেকে প্রায় 900 টন পর্যন্ত যদিও বেশিরভাগ হট চেম্বারের কাজ 5 থেকে 400 টন পরিসরের মেশিনে করা হয়। জিঙ্ক ঢালাইয়ের জন্য অংশের ওজন সাধারণত কয়েক গ্রাম থেকে প্রায় 2 কেজি পর্যন্ত চলে, যদিও বড় মেশিনে ভারী অংশগুলি সম্ভব। দস্তা দিয়ে অর্জনযোগ্য পাতলা দেয়াল — যথার্থ টুলিংয়ে নিয়মিতভাবে 0.5 মিমি পর্যন্ত — হট চেম্বারকে ক্ষুদ্রাকৃতির, বিশদ উপাদানগুলির জন্য গো-টু প্রক্রিয়ার কাস্টিং তৈরি করে।
কোল্ড চেম্বার ডাই কাস্টিং: প্রক্রিয়াটি কীভাবে কাজ করে
কোল্ড চেম্বার ডাই কাস্টিং গলনা চুল্লিকে সম্পূর্ণরূপে ইনজেকশন সিস্টেম থেকে আলাদা করে। একটি বাহ্যিক হোল্ডিং ফার্নেসে ধাতু গলিত হয়, তারপর হস্তান্তরিত হয় - ম্যানুয়াল ল্যাডেল, স্বয়ংক্রিয় ল্যাডেল, বা ইলেক্ট্রোম্যাগনেটিক পাম্পের মাধ্যমে - একটি অনুভূমিক বা উল্লম্ব শট স্লিভে। একবার হাতার মধ্যে ধাতুর সঠিক আয়তন হয়ে গেলে, ইনজেকশন প্লাঞ্জার অগ্রসর হয় এবং ধাতুটিকে ডাইতে চাপ দেয় যা হট চেম্বারের সরঞ্জামের তুলনায় যথেষ্ট বেশি: সাধারণত 2,000 থেকে 20,000 psi (14 থেকে 140 MPa) , পাতলা-প্রাচীর অ্যালুমিনিয়াম অংশগুলির জন্য কিছু উচ্চ-চাপের ক্রিয়াকলাপগুলি সেই পরিসীমা অতিক্রম করে।
মেশিন থেকে চুল্লি আলাদা করার অর্থ হল ইনজেকশনের উপাদানগুলি ক্রমাগত গলিত ধাতুর সংস্পর্শে আসে না। এগুলি শুধুমাত্র শটের সংক্ষিপ্ত মুহুর্তে উন্মোচিত হয়, যা একটি গরম চেম্বার সিস্টেমকে ধ্বংস করে এমন ধাতু ব্যবহারের অনুমতি দেয়। ট্রেড-অফ একটি ধীর চক্র সময় — বেশিরভাগ কোল্ড চেম্বার অপারেশন চালানো হয় প্রতি ঘন্টায় 30 থেকে 150 শট আংশিক ওজন, প্রাচীর বেধ, এবং খাদ - এবং অতিরিক্ত প্রক্রিয়া পদক্ষেপ যা সাবধানে নিয়ন্ত্রিত না হলে তাপমাত্রার তারতম্য প্রবর্তন করতে পারে।
কোল্ড চেম্বার ডাই কাস্টিং এ ব্যবহৃত অ্যালয়
কোল্ড চেম্বার ডাই কাস্টিং উচ্চতর গলিত তাপমাত্রা সহ বিস্তৃত সংকর ধাতুগুলি পরিচালনা করে, যার মধ্যে রয়েছে:
- অ্যালুমিনিয়াম খাদ (A380, A383, A360, ADC12) - কোল্ড চেম্বারের কাজে প্রভাবশালী উপাদান, স্বয়ংচালিত, মহাকাশ এবং ভোক্তা ইলেকট্রনিক্সে ব্যবহৃত
- তামার মিশ্রণ এবং পিতল — প্লাম্বিং উপাদান, বৈদ্যুতিক সংযোগকারী এবং সামুদ্রিক হার্ডওয়্যারের জন্য ব্যবহৃত হয় যেখানে জারা প্রতিরোধ এবং শক্তির ব্যাপার
- ম্যাগনেসিয়াম সংকর (AZ91D, AM50) - বড় কাঠামোগত অংশগুলির জন্য ঠান্ডা চেম্বারে ক্রমবর্ধমান সাধারণ, যদিও ম্যাগনেসিয়াম হট চেম্বার সিস্টেমেও প্রক্রিয়াযোগ্য
- সিলিকন টমব্যাক এবং বিশেষ তামা-বেস অ্যালয় - কুলুঙ্গি নির্ভুলতা অ্যাপ্লিকেশন ব্যবহৃত
অ্যালুমিনিয়াম অ্যালয় A380 হল বিশ্বে একক সর্বাধিক ব্যবহৃত ডাই কাস্টিং অ্যালয়, এবং কার্যত এর সমস্ত কিছুই কোল্ড চেম্বার মেশিনের মাধ্যমে প্রক্রিয়া করা হয়। এটি কাস্টবিলিটি, যান্ত্রিক শক্তি (প্রসার্য প্রায় 317 MPa), ক্ষয় প্রতিরোধের এবং খরচের একটি চমৎকার সমন্বয় অফার করে, যার কারণে এটি স্বয়ংচালিত কাঠামোগত ঢালাই, তাপ সিঙ্ক এবং মোটর হাউজিংগুলিতে আধিপত্য বিস্তার করে।
মেশিন টনেজ এবং অংশ স্কেল
কোল্ড চেম্বার মেশিনের স্কেল হট চেম্বারের সরঞ্জামের তুলনায় যথেষ্ট বড়। চারপাশ থেকে ক্ল্যাম্পিং ফোর্স রেঞ্জ 150 টন থেকে 6,000 টন বা তার বেশি এখন স্বয়ংচালিত গিগাকাস্টিং অ্যাপ্লিকেশনগুলিতে ব্যবহৃত মেগা-কাস্টিং মেশিনগুলির জন্য। একটি স্বয়ংচালিত প্রস্তুতকারকের দ্বারা ব্যবহৃত একটি 4,000-টন কোল্ড চেম্বার প্রেস একটি গাড়ির সম্পূর্ণ পিছনের আন্ডারবডি অংশ তৈরি করতে পারে - একটি একক অ্যালুমিনিয়াম ঢালাই যা 70টির বেশি স্ট্যাম্পড এবং ঢালাই করা ইস্পাত অংশগুলিকে প্রতিস্থাপন করে - একটি একক শটে৷ টেসলা তার গিগা প্রেস প্রযুক্তির মাধ্যমে এই পদ্ধতিটিকে জনপ্রিয় করেছে, এবং সেই পদ্ধতিটি বিশ্বব্যাপী একাধিক OEM দ্বারা গৃহীত হয়েছে।
সরাসরি তুলনা: হট চেম্বার বনাম কোল্ড চেম্বার ডাই কাস্টিং
নীচের সারণীটি উত্পাদন পরিকল্পনার ক্ষেত্রে সবচেয়ে গুরুত্বপূর্ণ প্যারামিটার জুড়ে দুটি ডাই কাস্টিং পদ্ধতির মধ্যে গুরুত্বপূর্ণ পার্থক্যগুলিকে সংক্ষিপ্ত করে:
| প্যারামিটার | হট চেম্বার | কোল্ড চেম্বার |
|---|---|---|
| ইনজেকশন চাপ | 1,000-5,000 psi | 2,000–20,000 psi |
| সাইকেলের গতি | 400-900 চক্র/ঘন্টা | 30-150 চক্র/ঘণ্টা |
| প্রাথমিক সংকর ধাতু | জিঙ্ক, ম্যাগনেসিয়াম, সীসা | অ্যালুমিনিয়াম, তামা, পিতল, ম্যাগনেসিয়াম |
| মেশিন টনেজ পরিসীমা | 5-900 টন | 150-6,000 টন |
| মেশিনে ধাতব তাপমাত্রা এক্সপোজার | ক্রমাগত | শুধুমাত্র প্রতি শট |
| সাধারণ অংশ ওজন | গ্রাম থেকে ~2 কেজি | গ্রাম থেকে 50 কেজি |
| পোরোসিটি ঝুঁকি | নিম্ন (কম বায়ু প্রবেশের সুযোগ) | উচ্চতর (সতর্ক শট প্রোফাইল নিয়ন্ত্রণ প্রয়োজন) |
| টুলিং খরচ | নিম্ন থেকে মাঝারি | মাঝারি থেকে উচ্চ |
ডাই ডিজাইন কনসিডারেশন যা দুটি পদ্ধতির মধ্যে ভিন্ন
ডাই নিজেই — শক্ত করা H13 টুল ইস্পাত ছাঁচ যাতে গলিত ধাতুকে বাধ্য করা হয় — ধারণাগতভাবে উভয় প্রক্রিয়াতেই একই রকম, কিন্তু প্রকৌশলের প্রয়োজনীয়তা জড়িত চাপ এবং তাপীয় লোড প্রয়োগের উপর ভিত্তি করে ভিন্ন হয়।
গেট ডিজাইন এবং রানার সিস্টেম
গরম চেম্বারে dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 থেকে 50 মি/সেকেন্ড .
অ্যালুমিনিয়ামের জন্য কোল্ড চেম্বার মারা যায় ঢালাই তাপমাত্রায় অ্যালুমিনিয়ামের উচ্চ সান্দ্রতা এবং ভরাট করার সময় অকাল দৃঢ় হওয়ার ঝুঁকি পরিচালনা করার জন্য সতর্ক রানার জ্যামিতি প্রয়োজন। অ্যালুমিনিয়ামের জন্য গেটের বেগ সাধারণত লক্ষ্য করে 40 থেকে 60 মি/সেকেন্ড , এবং শট প্রোফাইল — স্লো ফেজ, ফাস্ট ফেজ, এবং ইনটেনসিফিকেশন প্রেসার — অশান্ত ভরাট এড়াতে অবিকল প্রোগ্রাম করা আবশ্যক, যা অ্যালুমিনিয়াম ঢালাইয়ের ছিদ্রের প্রাথমিক চালক।
থার্মাল ম্যানেজমেন্ট এবং ডাই লাইফ
উভয় প্রকারের ডাই তাপ পরিচালনার জন্য অভ্যন্তরীণ জল বা তেল কুলিং চ্যানেলের উপর নির্ভর করে, কিন্তু কোল্ড চেম্বার অ্যালুমিনিয়াম ডাইগুলি উচ্চতর তাপীয় শকের সম্মুখীন হয় কারণ অ্যালুমিনিয়াম গলে যাওয়া (ঢালাইয়ের সময় ~680 ডিগ্রি সেলসিয়াস) এবং ডাই পৃষ্ঠের তাপমাত্রার (সাধারণত 180-260 ডিগ্রি সেন্টিগ্রেডে রক্ষণাবেক্ষণ করা হয়) মধ্যে বৃহত্তর তাপমাত্রার পার্থক্যের কারণে। এই থার্মাল সাইক্লিং হল তাপ পরীক্ষা করার প্রাথমিক চালক — সূক্ষ্ম পৃষ্ঠ ফাটলগুলির নেটওয়ার্ক যা শেষ পর্যন্ত ডাই পৃষ্ঠের গুণমানকে হ্রাস করে। কোল্ড চেম্বার H13 অ্যালুমিনিয়ামের জন্য সাধারণত একটি পরিষেবা জীবন থাকে 100,000 থেকে 300,000 শট , যখন হট চেম্বার জিঙ্ক মারা যেতে পারে 1 মিলিয়ন শট বা তার বেশি উল্লেখযোগ্য পুনর্ব্যবহার করার আগে।
পোরোসিটি: উভয় পদ্ধতিতে মূল মানের চ্যালেঞ্জ
পোরোসিটি — আটকে থাকা গ্যাস বা সঙ্কোচনের কারণে ঢালাইয়ের মধ্যে শূন্যতা — ডাই কাস্টিং-এর প্রধান ত্রুটির উদ্বেগ, যে পদ্ধতিই ব্যবহার করা হোক না কেন, তবে এর কারণ এবং সমাধানগুলি গরম এবং ঠান্ডা চেম্বার প্রক্রিয়াগুলির মধ্যে আলাদা।
গরম চেম্বারে die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
কোল্ড চেম্বার ডাই কাস্টিং-এ, খোলা শট হাতা বায়ু প্রবেশের প্রধান উত্স। প্লাঞ্জার অগ্রসর হওয়ার সাথে সাথে এটি অবশ্যই ধাতুর সামনে হাতাতে থাকা বাতাসের স্লাগকে ধাক্কা দিতে হবে। যথাযথ ধীর-শট বেগ - সাধারণত 0.1 থেকে 0.5 মি/সেকেন্ড প্রথম পর্যায়ে — দ্রুত-শট ইনজেকশন শুরু হওয়ার আগে ধাতুর একটি তরঙ্গ তৈরি করতে এবং বাতাসকে ওভারফ্লো কূপের দিকে এগিয়ে যেতে দেয়। এমনকি কয়েক মিলিমিটার প্লাঞ্জার ট্রাভেলের মাধ্যমে এই ট্রানজিশন পয়েন্টটি ভুল করলে সমাপ্ত অংশে 10 থেকে 20% উচ্চতর পোরোসিটি লেভেল হতে পারে। ভ্যাকুয়াম-সহায়তা ডাই কাস্টিং, যা ইনজেকশনের আগে ডাই ক্যাভিটি এবং শট স্লিভকে খালি করে, কোল্ড চেম্বারের অ্যালুমিনিয়াম অংশের ছিদ্রতাকে এমন স্তরে কমাতে পারে যা তাপ চিকিত্সা এবং কাঠামোগত ঢালাইকে অনুমতি দেয় — প্রচলিতভাবে ঢালাই অ্যালুমিনিয়াম ডাই কাস্টিংয়ের সাথে সম্ভব নয়৷
কখন হট চেম্বার ডাই কাস্টিং চয়ন করবেন
নিম্নলিখিত শর্তগুলি প্রযোজ্য হলে হট চেম্বার ডাই কাস্টিং সঠিক পছন্দ:
- অংশ উপাদান হল জিঙ্ক, ম্যাগনেসিয়াম, বা গুজনেক সিস্টেমের সাথে সামঞ্জস্যপূর্ণ অন্য কম-গলনা-বিন্দু খাদ
- উত্পাদনের পরিমাণ বেশি - সাধারণত টুলিং বিনিয়োগকে ন্যায্যতা দেওয়ার জন্য বার্ষিক 50,000 থেকে 100,000 অংশের উপরে
- অংশের ওজন তুলনামূলকভাবে কম, সাধারণত জিঙ্কের জন্য 1 থেকে 2 কেজির নিচে
- মাত্রিক নির্ভুলতা গুরুত্বপূর্ণ — জিঙ্ক ডাই কাস্টিং নিয়মিতভাবে সেকেন্ডারি মেশিনিং ছাড়াই সমালোচনামূলক বৈশিষ্ট্যগুলিতে ±0.05 মিমি সহনশীলতা অর্জন করে
- পাতলা দেয়াল প্রয়োজন — অপ্টিমাইজ করা টুলিংয়ে 0.5 মিমি এর নিচে দেয়ালের বেধে দস্তা ঢালাই করা যেতে পারে
- সারফেস ফিনিশ কোয়ালিটি একটি অগ্রাধিকার— জিঙ্ক কাস্টিং-এ একটি চমৎকার অ্যাজ-কাস্ট সারফেস রয়েছে যা ব্যাপক প্রস্তুতি ছাড়াই সরাসরি প্লেটিং বা পেইন্টিংয়ের জন্য উপযুক্ত
হট চেম্বার ডাই কাস্টিং ব্যবহার করা সাধারণ শিল্পগুলির মধ্যে রয়েছে ভোক্তা ইলেকট্রনিক্স (সংযোগকারী, বন্ধনী, কব্জা), স্বয়ংচালিত (লক বডি, জ্বালানী সিস্টেমের উপাদান, সেন্সর হাউজিং), হার্ডওয়্যার (দরজার হাতল, আসবাবপত্র) এবং খেলনা এবং অভিনব জিনিসপত্র।
কখন কোল্ড চেম্বার ডাই কাস্টিং বেছে নেবেন
কোল্ড চেম্বার ডাই কাস্টিং উপযুক্ত প্রক্রিয়া যখন:
- সংকর ধাতু হল অ্যালুমিনিয়াম, তামা, পিতল বা একটি উচ্চ গলনাঙ্কের উপাদান যা গরম চেম্বারের সরঞ্জামগুলির সাথে সামঞ্জস্যপূর্ণ নয়
- অংশের আকার এবং ওজন হট চেম্বারের সরঞ্জামের ব্যবহারিক সীমা অতিক্রম করে
- স্ট্রাকচারাল পারফরম্যান্স প্রয়োজন — অ্যালুমিনিয়াম ডাই কাস্টিংগুলি লোড-ভারিং অ্যাপ্লিকেশনগুলির জন্য দস্তার তুলনায় শক্তি-থেকে-ওজন অনুপাত উল্লেখযোগ্যভাবে ভাল অফার করে
- কঠোর পরিবেশে জারা প্রতিরোধের প্রয়োজন — অ্যালুমিনিয়ামের প্রাকৃতিক অক্সাইড স্তর সুরক্ষা প্রদান করে যে কিছু পরিবেশে দস্তা খাদ আবরণ ছাড়া মেলে না
- অ্যাপ্লিকেশনটি স্বয়ংচালিত পাওয়ারট্রেন, মহাকাশ বন্ধনী বা শিল্প সরঞ্জামগুলিতে রয়েছে যেখানে হালকা ওজন এবং কাঠামোগত অখণ্ডতার সংমিশ্রণ উচ্চতর টুলিং এবং মেশিনের ব্যয়কে ন্যায়সঙ্গত করে।
প্রধান কোল্ড চেম্বার ডাই কাস্টিং অ্যাপ্লিকেশনগুলির মধ্যে রয়েছে স্বয়ংচালিত ট্রান্সমিশন হাউজিং, ইঞ্জিন ব্লক, বৈদ্যুতিক গাড়ির ব্যাটারি ঘের, কম্পিউটার সার্ভার চেসিস, হাইড্রোলিক ভালভ বডি এবং মেরিন আউটবোর্ড মোটর উপাদান। বিশ্বব্যাপী অ্যালুমিনিয়াম ডাই ঢালাই বাজার একাই মূল্যবান ছিল 2023 সালে $50 বিলিয়ন মার্কিন ডলার , আধুনিক উৎপাদনে কোল্ড চেম্বার অ্যালুমিনিয়াম ঢালাইয়ের আধিপত্য প্রতিফলিত করে।
খরচের কাঠামো: টুলিং, মেশিন টাইম এবং প্রতি-পার্ট ইকোনমিক্স
ডাই কাস্টিং এর অর্থনীতি কোন পদ্ধতি ব্যবহার করা হয় তার উপর ব্যাপকভাবে নির্ভর করে, কারণ দুটি প্রক্রিয়ার খরচের প্রোফাইল খুব আলাদা।
টুলিং খরচ
ডাই কাস্টিং টুলিং পদ্ধতি নির্বিশেষে ব্যয়বহুল, কারণ ডাইকে অবশ্যই ক্ষয়কারী, তাপীয় চাহিদাপূর্ণ পরিবেশে লক্ষ লক্ষ চাপ চক্র সহ্য করতে হবে। হট চেম্বার জিঙ্ক মাঝারি জটিল অংশের জন্য মারা যায় সাধারণত এর মধ্যে খরচ হয় $15,000 এবং $80,000 . কোল্ড চেম্বার অ্যালুমিনিয়াম তুলনামূলক জটিলতার জন্য মারা যায় - প্রায়শই $30,000 থেকে $150,000 বা তার বেশি — কারণ উচ্চতর ইনজেকশন চাপের জন্য আরও শক্তিশালী ডাই নির্মাণ এবং আরও জটিল কুলিং সার্কিট ইঞ্জিনিয়ারিং প্রয়োজন। স্বয়ংচালিত অ্যাপ্লিকেশন চালানোর জন্য বড় কাঠামোগত ঠান্ডা চেম্বার মারা যায় $500,000 বা তার বেশি .
প্রতি-পার্ট কস্ট এবং ব্রেক-ইভেন ভলিউম
যেহেতু ডাই কাস্টিং-এর উচ্চ স্থির খরচ (টুলিং, সেটআপ) এবং অংশ প্রতি তুলনামূলকভাবে কম পরিবর্তনশীল খরচ (ধাতু, মেশিনের সময়, শ্রম), উভয় পদ্ধতিই উচ্চ আয়তনে সবচেয়ে লাভজনক। ব্রেক-ইভেন পয়েন্ট — যেখানে ডাই কাস্টিং বিকল্পগুলির চেয়ে সস্তা হয়ে যায় যেমন বালি ঢালাই, বিনিয়োগ ঢালাই, বা বিলেট থেকে মেশিনিং — আংশিক জটিলতার দ্বারা পরিবর্তিত হয়, তবে সাধারণত এর মধ্যে কোথাও পৌঁছে যায় 10,000 এবং 50,000 অংশ গরম চেম্বার দস্তা জন্য এবং 20,000 এবং 100,000 অংশ কোল্ড চেম্বার অ্যালুমিনিয়ামের জন্য, অংশের আকার এবং বৈশিষ্ট্য জটিলতার উপর নির্ভর করে।
উপাদান খরচ আরেকটি পার্থক্যকারী. দস্তা খাদ (Zamak 3) মোটামুটি খরচ প্রতি কেজি $2.00–$2.50 সাধারণ শিল্প চুক্তি মূল্যে. অ্যালুমিনিয়াম অ্যালয় A380 এর কাছাকাছি চলে প্রতি কেজি $2.50–$3.50 , কিন্তু অ্যালুমিনিয়ামের নিম্ন ঘনত্ব (2.7 g/cm³ বনাম দস্তার 6.6 g/cm³) মানে যে একটি প্রদত্ত অংশের আয়তনের জন্য, একটি অ্যালুমিনিয়াম ঢালাই ওজনে অনেক কম ধাতু ব্যবহার করে, আংশিকভাবে দামের পার্থক্যকে অফসেট করে।
দুই কোর ডাই কাস্টিং পদ্ধতিতে উদীয়মান বৈচিত্র
যদিও হট চেম্বার এবং কোল্ড চেম্বার দুটি মৌলিক ডাই কাস্টিং পদ্ধতি হিসাবে রয়ে গেছে, প্রতিটির নির্দিষ্ট সীমাবদ্ধতাগুলিকে মোকাবেলা করার জন্য বেশ কয়েকটি প্রক্রিয়া বৈচিত্র তৈরি হয়েছে।
ভ্যাকুয়াম ডাই কাস্টিং
উভয় পদ্ধতিতে প্রযোজ্য কিন্তু কোল্ড চেম্বার অ্যালুমিনিয়ামের জন্য বিশেষভাবে গুরুত্বপূর্ণ, ভ্যাকুয়াম ডাই কাস্টিং ইনজেকশনের আগে ডাই ক্যাভিটি এবং শট স্লিভকে খালি করে, গ্যাসের ছিদ্রকে এমন স্তরে হ্রাস করে যা T5 এবং T6 তাপ চিকিত্সার অনুমতি দেয়। এটি স্ট্রাকচারাল অ্যালুমিনিয়াম কাস্টিংগুলিকে ঢালাইযোগ্য এবং স্বয়ংচালিত ক্র্যাশ স্ট্রাকচার এবং সাসপেনশন উপাদানগুলির মতো নিরাপত্তা-সমালোচনামূলক অ্যাপ্লিকেশনগুলির জন্য উপযুক্ত করে তোলে। ভ্যাকুয়াম-সহায়তা কোল্ড চেম্বার মেশিন খরচ এবং জটিলতা যোগ করে কিন্তু স্ক্র্যাপের হার কমাতে পারে 30 থেকে 50% porosity-সংবেদনশীল অ্যাপ্লিকেশনে.
সেমি-সলিড ডাই কাস্টিং (থিক্সোকাস্টিং এবং রিওকাস্টিং)
সেমি-সলিড মেটাল ঢালাই প্রক্রিয়া — থিক্সোকাস্টিং এবং রিওকাস্টিং — সম্পূর্ণ গলিত না হয়ে আধা-কঠিন, স্লারি-সদৃশ অবস্থায় ধাতুকে ইনজেক্ট করে। এটি নাটকীয়ভাবে পোরোসিটি কমিয়ে দেয় কারণ ধাতুটি সম্পূর্ণ তরল ধাতুর মতো একইভাবে দ্রবীভূত গ্যাস বহন করে না এবং নন-টার্বুলেন্ট ফিল প্যাটার্ন অনেক কম বাতাসকে আটকে রাখে। আধা-সলিড প্রক্রিয়াগুলি কোল্ড চেম্বার মেশিন প্ল্যাটফর্মের চারপাশে নির্মিত তবে পরিবর্তিত শট প্রোফাইল এবং বিশেষায়িত বিলেট প্রস্তুতি ব্যবহার করে। ফলাফল যান্ত্রিক বৈশিষ্ট্য সঙ্গে ঢালাই নকল অংশ যারা কাছাকাছি. Rheocast অ্যালুমিনিয়াম A356 অংশ উপরে প্রসার্য শক্তি অর্জন 10% বা তার বেশি প্রসারিত সহ 310 MPa — প্রচলিত কোল্ড চেম্বার A380 ঢালাইয়ের তুলনায় উল্লেখযোগ্যভাবে ভালো।
কাস্টিং চেপে নিন
স্কুইজ কাস্টিং - কখনও কখনও তৃতীয় ডাই কাস্টিং বিভাগ হিসাবে শ্রেণীবদ্ধ করা হয় - ডাই কাস্টিং এবং জাল নীতিগুলিকে একত্রিত করে৷ ধাতু একটি খোলা ডাই মধ্যে ঢেলে দেওয়া হয়, তারপর একটি মুষ্ট্যাঘাত প্রযোজ্য চাপ 50 থেকে 150 MPa ধাতু দৃঢ় হওয়ার সাথে সাথে সঙ্কোচন ছিদ্র সম্পূর্ণরূপে দূর করে। প্রক্রিয়াটি কোল্ড চেম্বার মেশিন প্ল্যাটফর্ম ব্যবহার করে এবং প্রায় শূন্য ছিদ্রতা এবং চমৎকার যান্ত্রিক বৈশিষ্ট্য সহ যন্ত্রাংশ তৈরি করে, তবে প্রচলিত কোল্ড চেম্বার ঢালাইয়ের চেয়ে ধীর এবং ব্যয়বহুল। এটি মহাকাশের উপাদান, স্বয়ংচালিত ব্রেক ক্যালিপার এবং অন্যান্য উচ্চ চাপ প্রয়োগের জন্য ব্যবহৃত হয়।
আপনার অংশের জন্য কীভাবে সঠিক ডাই কাস্টিং পদ্ধতি নির্বাচন করবেন
সঠিক ডাই ঢালাই প্রক্রিয়া নির্বাচন করা খাদ দিয়ে শুরু হয়, কারণ বেশিরভাগ ডিজাইনে খাদটি আলোচনার যোগ্য নয়। যদি ইঞ্জিনিয়ারিং প্রয়োজনীয়তাগুলি অ্যালুমিনিয়ামের জন্য আহ্বান করে — ওজন, শক্তি বা তাপীয় কার্যকারিতার জন্য — ডাই কাস্টিংয়ের ক্ষেত্রে কোল্ড চেম্বারই একমাত্র ব্যবহারিক বিকল্প। যদি দস্তা গ্রহণযোগ্য হয় বা তার সূক্ষ্মতা, পাতলা-প্রাচীরের ক্ষমতা এবং প্লেটিং সামঞ্জস্যের জন্য পছন্দ করা হয়, তাহলে হট চেম্বার দ্রুততর, কম খরচের পথ হয়ে ওঠে।
খাদ নির্বাচনের পরে, নিম্নলিখিত প্রশ্নগুলি সিদ্ধান্তকে সংকুচিত করতে সহায়তা করে:
- বার্ষিক আয়তন কত? উভয় পদ্ধতিই অর্থনৈতিক হতে ভলিউম প্রয়োজন, কিন্তু কোল্ড চেম্বার অ্যালুমিনিয়ামের উচ্চ টুলিং খরচ অফসেট করার জন্য আরও ভলিউম প্রয়োজন।
- অংশের ওজন এবং অভিক্ষিপ্ত শট ওজন কত? জিঙ্কে 2 কেজির বেশি অংশ অস্বাভাবিক; অ্যালুমিনিয়ামের 5 কেজির বেশি অংশের জন্য খুব বড় কোল্ড চেম্বার মেশিনের প্রয়োজন হতে পারে।
- porosity-সংবেদনশীল বৈশিষ্ট্য উপস্থিত? চাপ-আঁট জলবাহী প্যাসেজ বা স্ট্রাকচারাল নোড যা ঢালাই করা হবে তার জন্য ভ্যাকুয়াম-সহায়ক কোল্ড চেম্বার বা আধা-কঠিন প্রক্রিয়াকরণ প্রয়োজন।
- কি পৃষ্ঠ ফিনিস প্রয়োজন? দস্তা গরম চেম্বার ঢালাই সরাসরি ইলেক্ট্রোপ্লেটিং গ্রহণ করে; অ্যালুমিনিয়াম কোল্ড চেম্বার ঢালাই সাধারণত পাউডার লেপা, অ্যানোডাইজড বা বাম বেয়ার হয়।
- অপারেটিং পরিবেশ কি? 150 ডিগ্রি সেন্টিগ্রেডের উপরে উন্নীত তাপমাত্রা শক্তি হ্রাসের কারণে দস্তা খাদকে অযোগ্য করে তোলে; অ্যালুমিনিয়াম খাদের উপর নির্ভর করে 200-250 ডিগ্রি সেলসিয়াসে ভাল পারফর্ম করে।
ডিজাইন পর্বের সময় ডাই কাস্টিং ফাউন্ড্রি দিয়ে এই প্রশ্নগুলির মাধ্যমে কাজ করা — টুলিং প্রতিশ্রুতিবদ্ধ হওয়ার আগে — আপনার আবেদনের জন্য সঠিক প্রক্রিয়ায় পৌঁছানোর সবচেয়ে নির্ভরযোগ্য উপায়। একজন অভিজ্ঞ ডাই কাস্টিং ইঞ্জিনিয়ার দ্বারা ডিজাইন-ফর-ম্যানুফ্যাকচারিং (DFM) পর্যালোচনা খসড়া কোণ, প্রাচীর বেধের রূপান্তর এবং বিভাজন লাইনের অবস্থানগুলি সনাক্ত করতে পারে যা কোন মেশিনের ধরন এবং ইনজেকশন পদ্ধতিটি আপনার নির্দিষ্ট অংশের জ্যামিতির জন্য সর্বনিম্ন স্ক্র্যাপ রেট এবং দীর্ঘতম ডাই লাইফ প্রদান করবে তা প্রভাবিত করে৷