সংক্ষিপ্ত উত্তর: বালি ঢালাই খরচ, নমনীয়তা এবং স্কেলে জয়লাভ করে
আপনি যদি বালি ঢালাই এবং ডাই ঢালাইয়ের মধ্যে বেছে নিচ্ছেন, তাহলে সিদ্ধান্তটি আপনার আসলে যা প্রয়োজন তার উপর নির্ভর করে। যখন টুলিংয়ের বাজেট আঁটসাঁট থাকে, যখন অংশগুলি বড় বা জ্যামিতিকভাবে জটিল হয়, যখন নিম্ন থেকে মাঝারি উৎপাদনের পরিমাণ জড়িত থাকে, বা যখন ইস্পাত এবং লোহার মতো লৌহঘটিত ধাতু ব্যবহার করা আবশ্যক তখন ডাই কাস্টিং থেকে বালি ঢালাই ভাল। ডাই কাস্টিং ছোট, পাতলা-প্রাচীরযুক্ত অ্যালুমিনিয়াম বা দস্তা অংশগুলির উচ্চ-ভলিউম উত্পাদনে উৎকর্ষ লাভ করে যেখানে পৃষ্ঠের সমাপ্তি এবং মাত্রিক সামঞ্জস্য গুরুত্বপূর্ণ। কিন্তু শিল্প, প্রকৌশল এবং প্রোটোটাইপ অ্যাপ্লিকেশনের বিস্তৃত পরিসরের জন্য, বালি ঢালাই আরও ব্যবহারিক এবং অর্থনৈতিক পছন্দ।
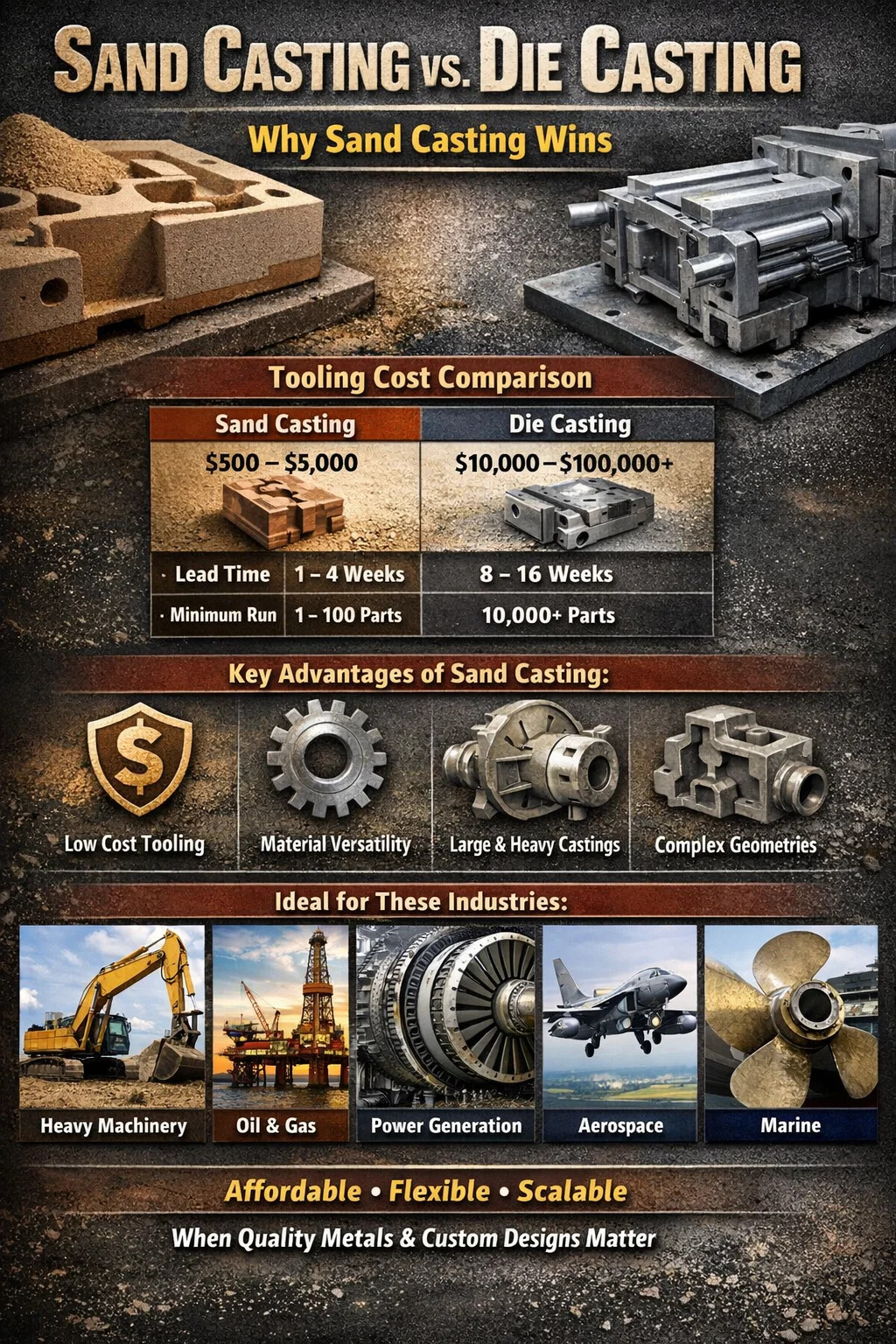
মৌলিক পার্থক্য টুলিংয়ের মধ্যে রয়েছে। একটি ডাই ঢালাই ডাই যে কোন জায়গা থেকে খরচ হতে পারে $10,000 থেকে $100,000 এর বেশি , যখন একটি বালি ঢালাই প্যাটার্ন সাধারণত মধ্যে খরচ হয় $500 এবং $5,000 . যে কোনো কিছুর জন্য ব্যাপক উৎপাদন শত শত হাজারের মধ্যে চলে, শুধুমাত্র এই ব্যবধানটি বালি ঢালাইকে বুদ্ধিমান আর্থিক সিদ্ধান্তে পরিণত করে।
টুলিং খরচ: যেখানে ডাই কাস্টিংয়ের চেয়ে বালি কাস্টিংয়ের একটি সিদ্ধান্তমূলক সুবিধা রয়েছে
ডাই কাস্টিং এর জন্য শক্ত ইস্পাত ডাই প্রয়োজন যা চরম চাপের মধ্যে হাজার হাজার ইনজেকশন চক্র সহ্য করতে হবে — প্রায়ই 1,500 থেকে 25,000 psi এর মধ্যে। এই ডাইসগুলি তৈরি করার জন্য নির্ভুল মেশিনিং, তাপ চিকিত্সা এবং বিস্তৃত মানের যাচাইকরণ প্রয়োজন। একটি ডাই কাস্টিং ডাই জন্য সীসা সময় সাধারণত হয় 8 থেকে 16 সপ্তাহ , এবং একবার নির্মিত হলে, সম্পূর্ণ টুলটি স্ক্র্যাপ না করে পরিবর্তনগুলি ব্যয়বহুল বা অসম্ভব।
বালি ঢালাই নিদর্শন, বিপরীতভাবে, কাঠ, রজন, বা অ্যালুমিনিয়াম থেকে তৈরি করা হয়। এগুলি তৈরি করা অনেক সহজ, পরিবর্তন করা সহজ এবং নাটকীয়ভাবে সস্তা। প্রাথমিক উৎপাদনের পরে যদি নকশা পরিবর্তনের প্রয়োজন হয়, একটি ডাই কাস্টিং ডাই পরিবর্তন করার খরচের একটি ভগ্নাংশে একটি বালি ঢালাই প্যাটার্ন পুনর্নির্মাণ বা পুনর্নির্মাণ করা যেতে পারে।
প্রোটোটাইপ বিকাশ এবং পুনরাবৃত্তিমূলক প্রকৌশলের জন্য, এই পার্থক্যটি রূপান্তরকারী। একটি শিল্প পাম্প হাউজিং বা একটি কাস্টম বন্ধনী বিকাশকারী একটি পণ্য দল একটি একক ডাই কাস্টিং ডাই হিসাবে একই খরচের জন্য বালি ঢালাইয়ে তিন বা চারটি ডিজাইনের পুনরাবৃত্তি পরীক্ষা করতে পারে। এটি পণ্য বিকাশের সময়সীমাকে ত্বরান্বিত করে এবং একটি প্রকল্পের প্রাথমিক পর্যায়ে আর্থিক ঝুঁকি হ্রাস করে।
| ফ্যাক্টর | বালি ঢালাই | ডাই কাস্টিং |
|---|---|---|
| সাধারণ টুলিং খরচ | $500 – $5,000 | $10,000 – $100,000 |
| টুলিং লিড টাইম | 1 - 4 সপ্তাহ | 8 - 16 সপ্তাহ |
| নকশা পরিবর্তন খরচ | কম | খুব উচ্চ |
| ন্যূনতম কার্যকরী রান | 1 - 100 অংশ | 10,000 অংশ |
উপাদান বহুমুখিতা: বালি ঢালাই ধাতু সঙ্গে কাজ করে ডাই কাস্টিং সামলাতে পারে না
এটি ডাই কাস্টিংয়ের অন্যতম উল্লেখযোগ্য প্রযুক্তিগত সীমাবদ্ধতা যা প্রায়শই অস্বীকৃত হয়। ডাই কাস্টিং মূলত তুলনামূলকভাবে কম গলনাঙ্ক সহ অ লৌহঘটিত ধাতুর মধ্যে সীমাবদ্ধ - প্রাথমিকভাবে অ্যালুমিনিয়াম (গলনাঙ্ক ~1,220°F / 660°C), দস্তা (~787°F / 419°C), এবং ম্যাগনেসিয়াম (~1,202°F/650°C)। কারণটি সোজা: লৌহঘটিত ধাতু গলানোর জন্য প্রয়োজনীয় চরম তাপমাত্রা ইস্পাতকে সংক্ষিপ্ত ক্রমে ধ্বংস করবে।
বালি ঢালাই যেমন কোন সীমাবদ্ধতা আছে. এটি নিয়মিত ব্যবহার করা হয়:
- ধূসর লোহা এবং নমনীয় লোহা (গলনাঙ্ক ~2,100°F / 1,150°C)
- কার্বন ইস্পাত এবং স্টেইনলেস স্টীল (~2,500–2,800°F / 1,370–1,538°C)
- তামা এবং পিতলের সংকর ধাতু (~1,750–1,980°F / 955–1,082°C)
- মহাকাশ এবং শক্তি প্রয়োগে ব্যবহৃত নিকেল অ্যালয় এবং সুপার অ্যালয়
- অ্যালুমিনিয়াম এবং অ্যালুমিনিয়াম খাদ (উভয় প্রক্রিয়ার সাথে সামঞ্জস্যপূর্ণ)
যে শিল্পগুলি লোহা বা ইস্পাত উপাদানগুলির উপর নির্ভর করে - যেমন ভারী যন্ত্রপাতি, নির্মাণ সরঞ্জাম, কৃষি যন্ত্রপাতি এবং সামুদ্রিক প্রকৌশল - বালি ঢালাই কেবল একটি পছন্দ নয়। এটি একমাত্র কার্যকর কাস্টিং বিকল্প। যে বিবেচনা ধূসর লোহা বিশ্বব্যাপী উত্পাদিত সমস্ত ঢালাইয়ের প্রায় 70% জন্য দায়ী , এবং প্রায় সমস্ত ভলিউম বালি ঢালাই মাধ্যমে তৈরি করা হয়. সেই পরিসংখ্যানই ইঙ্গিত দেয় যেখানে প্রক্রিয়াটি সত্যিকার অর্থে আধিপত্য বিস্তার করে।
নমনীয় লোহা, বিশেষ করে, প্রসার্য শক্তি, নমনীয়তা এবং মেশিনিবিলিটির সংমিশ্রণ সরবরাহ করে যা এটিকে গিয়ার, ক্র্যাঙ্কশ্যাফ্ট, জলবাহী উপাদান এবং কাঠামোগত অংশগুলির জন্য একটি পছন্দের উপাদান করে তোলে। এই অ্যাপ্লিকেশনগুলির কোনটিই ডাই কাস্টিংয়ের মাধ্যমে অ্যাক্সেসযোগ্য নয়৷ বালি ঢালাই হল প্রকৌশল ধাতুগুলির সম্পূর্ণ পরিসরের প্রবেশদ্বার, শুধুমাত্র উপসেট নয় যা ডাই কাস্টিংয়ের তাপীয় সীমাবদ্ধতার মধ্যে ফিট করে।
অংশের আকার এবং ওজন: বালি ঢালাই আঁশ যেখানে ডাই কাস্টিং করা যাবে না
ডাই কাস্টিং মেশিন শক্তিশালী, কিন্তু তারা শারীরিকভাবে সীমাবদ্ধ। এমনকি বাণিজ্যিক ব্যবহারে সবচেয়ে বড় উচ্চ-চাপ ডাই কাস্টিং মেশিনগুলি প্রায় ওজনের যন্ত্রাংশ তৈরিতে শীর্ষস্থানীয় 50 থেকে 75 পাউন্ড (22 থেকে 34 কেজি) . ডাই নিজেই মেশিনের প্লেটেন আকারের মধ্যে মাপসই করা আবশ্যক, এবং জড়িত ইনজেকশন চাপ খুব বড় অংশ গঠনগতভাবে অকার্যকর করে তোলে।
বালি ঢালাই আকার বা ওজন পরিপ্রেক্ষিতে প্রায় কিছুই দ্বারা সীমাবদ্ধ. ইঞ্জিন ব্লক, টারবাইন হাউজিং, পাম্প কেসিং, শিপ প্রোপেলার এবং ইন্ডাস্ট্রিয়াল ভালভ বডি নিয়মিত বালি ঢালাই করা হয়। অংশ ওজন কয়েক টন বিদ্যুৎ উৎপাদন, খনি এবং অফশোর তেল ও গ্যাসের মতো সেক্টরে অস্বাভাবিক নয়। একটি বড় ডিজেল ইঞ্জিনের জন্য একটি একক বালি-ঢালাই লোহার উপাদানের ওজন 500 পাউন্ড বা তার বেশি হতে পারে - সম্পূর্ণরূপে যে কোনও ডাই কাস্টিং প্রক্রিয়ার সীমার বাইরে৷
এই স্কেলেবিলিটির অর্থ হল বড় পুঁজির সরঞ্জাম বা কাঠামোগত উপাদানগুলিতে কাজ করা প্রকৌশলীদের জন্য, বালি ঢালাইকে আপস হিসাবে ডাই কাস্টিংয়ের উপর বেছে নেওয়া হচ্ছে না-এটি একমাত্র প্রক্রিয়া যা শারীরিকভাবে যা প্রয়োজন তা তৈরি করতে পারে। ছাঁচটি প্রতিবার বালি থেকে সহজভাবে পুনর্নির্মাণ করা হয়, তাই কোনও মেশিন প্লেটেন সীমা নেই, কোনও ডাই ক্ষমতার সীমাবদ্ধতা নেই এবং চারপাশে কাজ করার জন্য কোনও ইনজেকশন চাপের সিলিং নেই।
জ্যামিতিক জটিলতা এবং অভ্যন্তরীণ বৈশিষ্ট্য: বালি ঢালাই আরও ডিজাইনের স্বাধীনতা অফার করে
ডাই কাস্টিং-এ অনমনীয় মেটাল ডাইস ব্যবহার করা হয় যা অবশ্যই একটি সরল রেখায় খুলতে এবং বন্ধ করতে হবে, যার অর্থ অংশটির প্রতিটি বৈশিষ্ট্যকে অবশ্যই ভিত্তিক হতে হবে যাতে টুলিংকে আন্ডারকাট না করে ডাই সেপারেশনের অনুমতি দেওয়া যায়। জটিল অভ্যন্তরীণ প্যাসেজ, গভীর গহ্বর এবং আন্ডারকাটগুলি হয় অসম্ভব বা ব্যয়বহুল পার্শ্ব-অ্যাকশন প্রক্রিয়ার প্রয়োজন যা মৃত্যুতে উল্লেখযোগ্য ব্যয় যোগ করে।
বালি ঢালাই ব্যয়যোগ্য ছাঁচ এবং কোর ব্যবহার করে। একটি কোর হল একটি পৃথক বালির আকৃতি যা ছাঁচের গহ্বরের ভিতরে অভ্যন্তরীণ শূন্যতা তৈরির জন্য স্থাপন করা হয় - ঠালা চেম্বার, প্যাসেজ, চ্যানেল এবং জটিল অভ্যন্তরীণ জ্যামিতি যা একটি কঠোর ডাইতে শারীরিকভাবে অসম্ভব। এই ক্ষমতার কারণেই জলের জ্যাকেট সহ ইঞ্জিন ব্লক, অভ্যন্তরীণ প্রবাহ প্যাসেজ সহ বহুগুণ এবং একাধিক অভ্যন্তরীণ চ্যানেল সহ ভালভ বডিগুলির জন্য বালি ঢালাই ব্যবহার করা হয়।
কি কোর বালি ঢালাই অনুমতি দেয়
- ইঞ্জিন এবং টারবাইন উপাদানে অভ্যন্তরীণ কুলিং প্যাসেজ
- ফাঁপা কাঠামোগত বিভাগ যা শক্তির ত্যাগ ছাড়াই ওজন কমায়
- পাম্প এবং ভালভ আবাসনে জটিল তরল প্রবাহ চ্যানেল
- আন্ডারকাট জ্যামিতি যা একটি অনমনীয় ডাই এর ভিতরে একটি অংশ লক করবে
- একাধিক ছেদকারী অভ্যন্তরীণ গহ্বর একটি একক ঢালাই
ডাই কাস্টিং কিছু অ্যাপ্লিকেশানে দ্রবণীয় বা বিচ্ছিন্ন সন্নিবেশ ব্যবহার করে কোর তৈরি করতে পারে, তবে এটি খরচ এবং প্রক্রিয়া জটিলতা যোগ করে যা ডাই কাস্টিং সাধারণত অফার করে এমন দক্ষতার সুবিধাগুলি দ্রুত হ্রাস করে। অংশগুলির জন্য যেখানে অভ্যন্তরীণ জ্যামিতি একটি নকশা অগ্রাধিকার, বালি ঢালাই স্থাপত্যগতভাবে উচ্চতর।
প্রাচীর বেধ প্রয়োজনীয়তা এছাড়াও উল্লেখযোগ্যভাবে পৃথক. ডাই কাস্টিং খুব পাতলা দেয়াল তৈরি করতে পারে—কখনও কখনও এর মতো পাতলা 0.040 ইঞ্চি (1 মিমি) —যা লাইটওয়েট ভোক্তা বা স্বয়ংচালিত যন্ত্রাংশের জন্য চমৎকার। তবে এটি ধাতব প্রবাহ ডাইকে পূরণ করে তা নিশ্চিত করার জন্য অভিন্নতার প্রয়োজনীয়তাও প্রয়োগ করে। বালি ঢালাই একটি একক অংশের মধ্যে বিভিন্ন প্রাচীরের বেধের প্রতি বেশি সহনশীল, যা মোটা এবং পাতলা উভয় অংশের সাথে জটিল কাঠামো তৈরি করার সময় ডিজাইন ইঞ্জিনিয়ারদের আরও বেশি স্বাধীনতা দেয়।
প্রোডাকশন ভলিউম: কম-থেকে-মিড ভলিউম রানের জন্য কেন বালি কাস্টিং ভাল
ডাই কাস্টিং এর অর্থনীতি অনেক বেশি সংখ্যক যন্ত্রাংশের উপর একটি খুব উচ্চ স্থির টুলিং খরচের পরিবর্ধনের চারপাশে নির্মিত। যখন সেই পরিবর্ধন কাজ করে-যখন আপনি 50,000, 100,000, বা 500,000 অভিন্ন অংশ তৈরি করছেন-ডাই কাস্টিং-এর কম প্রতি-ইউনিট খরচ বাধ্যতামূলক হয়ে ওঠে। ডাই কাস্টিং প্রক্রিয়া দ্রুত: একটি সাধারণ অ্যালুমিনিয়াম ডাই কাস্টিং চক্রের মধ্যে লাগে 30 এবং 60 সেকেন্ড , এবং মেশিনগুলি উচ্চ-অটোমেশন পরিবেশে ন্যূনতম শ্রম দিয়ে চলতে পারে।
কিন্তু সেই উচ্চ-ভলিউম প্রসঙ্গের বাইরে, গণিত উল্টে যায়। একজন ক্রেতা যার প্রতি বছর 500টি কাস্টম ম্যানিফোল্ড হাউজিং প্রয়োজন, একটি ডাই কাস্টিং ডাইতে $50,000 খরচ করার অর্থ হল এক পাউন্ড অ্যালুমিনিয়াম গলে যাওয়ার আগে শুধুমাত্র টুলিং খরচ প্রতি অংশে $100 যোগ করে৷ বালি ঢালাইয়ের একই অংশ, $3,000 প্যাটার্ন সহ, প্রতি ইউনিট টুলিং খরচে মাত্র $6 যোগ করে- এমন একটি পার্থক্য যা খুব কমই অদৃশ্য হয়ে যায় এমনকি যখন বালি ঢালাইয়ের ধীর চক্রের সময় এবং প্রতি-ইউনিট শ্রমের পরিমাণ বেশি হয়।
এই কারণেই মহাকাশ, প্রতিরক্ষা, তেল এবং গ্যাস এবং কাস্টম শিল্প সরঞ্জাম নির্মাতারা বালি ঢালাইয়ের উপর খুব বেশি নির্ভর করে। তাদের উত্পাদনের পরিমাণ প্রায়শই প্রতি বছর কয়েক ডজন থেকে কম হাজারের মধ্যে থাকে। এই প্রেক্ষাপটে, বালি ঢালাই একটি আপস নয় - এটি একমাত্র যুক্তিসঙ্গত অর্থনৈতিক পছন্দ।
স্যান্ড কাস্টিং এবং ডাই কাস্টিং এর মধ্যে ব্রেক-ইভেন ভলিউম
যে ক্রসওভার পয়েন্টে ডাই কাস্টিং বালি ঢালাইয়ের চেয়ে বেশি লাভজনক হয়ে ওঠে তা অংশের জটিলতা, আকার এবং উপাদানের উপর নির্ভর করে। একটি সাধারণ বেঞ্চমার্ক হিসাবে:
- 2 পাউন্ডের নিচে ছোট অ্যালুমিনিয়াম যন্ত্রাংশের জন্য, ডাই কাস্টিং প্রায়ই উপরে প্রতিযোগিতামূলক হয়ে ওঠে প্রতি বছর 10,000-20,000 অংশ
- 2-10 পাউন্ডের মধ্যে মাঝারি অংশের জন্য, বিরতি-ইভেন চলে যায় প্রতি বছর 25,000-75,000 অংশ
- বড় বা জটিল অংশগুলির জন্য, বালি ঢালাই প্রায়ই যে কোনও বাণিজ্যিকভাবে যুক্তিসঙ্গত আয়তনে সাশ্রয়ী থাকে
এগুলি মোটামুটি অনুমান, এবং একটি নির্দিষ্ট প্রয়োগের জন্য প্রকৃত বিরতি-ইভেন পয়েন্টগুলি সর্বদা গণনা করা উচিত। কিন্তু তারা চিত্রিত করে যে বেশিরভাগ শিল্প ঢালাই অ্যাপ্লিকেশনগুলি-বিশেষ করে এমন সেক্টরগুলিতে যেখানে কাস্টমাইজেশন, নির্ভরযোগ্যতা এবং উপাদানের কার্যকারিতা প্রতি ইউনিটের দামের চেয়ে বেশি গুরুত্বপূর্ণ - বালি ঢালাই সুবিধা অঞ্চলের মধ্যে ভাল পড়ে৷
পোরোসিটি এবং যান্ত্রিক বৈশিষ্ট্য: ডাই কাস্টিং দুর্বলতাকে সম্বোধন করা
ডাই কাস্টিংয়ের সবচেয়ে কম আলোচিত অসুবিধাগুলির মধ্যে একটি হল পোরোসিটি সমস্যা। যখন গলিত ধাতুকে উচ্চ চাপে ডাইতে ইনজেকশন দেওয়া হয়, তখন বায়ু অংশের মধ্যে আটকে যেতে পারে, যা অণুবীক্ষণিক শূন্যতা তৈরি করতে পারে-পোরোসিটি-যা কাঠামোগত অখণ্ডতার সাথে আপস করে। উচ্চ-চাপের ডাই ঢালাই তাপ চিকিত্সার জন্য প্রায়ই অনুপযুক্ত কারণ তাপ আটকে থাকা গ্যাসগুলিকে প্রসারিত করে, যার ফলে ফোসকা বা বিকৃতি ঘটে যা অংশটিকে নষ্ট করে দেয়।
এটি একটি উল্লেখযোগ্য প্রকৌশল সীমাবদ্ধতা। অনেক অ্যালুমিনিয়াম এবং ম্যাগনেসিয়াম সংকর দ্রবণ তাপ চিকিত্সা এবং বার্ধক্যের পরেই তাদের সম্পূর্ণ যান্ত্রিক বৈশিষ্ট্যগুলি বিকাশ করে (উদাহরণস্বরূপ, T6 মেজাজ)। যদি ঢালাই প্রক্রিয়া নিজেই তাপ চিকিত্সা প্রতিরোধ করে, চূড়ান্ত অংশটি উপাদানটির সম্ভাব্য শক্তি এবং কঠোরতার একটি ভগ্নাংশের সাথে কাজ করছে। ভ্যাকুয়াম ডাই কাস্টিং এবং স্কুইজ কাস্টিং পোরোসিটি কমাতে পারে, কিন্তু এগুলি প্রিমিয়াম প্রক্রিয়া যা খরচ যোগ করে এবং সর্বজনীনভাবে উপলব্ধ নয়।
বালি ঢালাই, কারণ এটি মাধ্যাকর্ষণ বা কম চাপের অধীনে কম বেগে ছাঁচ পূরণ করে, উল্লেখযোগ্যভাবে কম আবদ্ধ গ্যাস উৎপন্ন করে। বালি-কাস্ট অংশগুলি সাধারণত সমস্যা ছাড়াই তাপ-চিকিত্সা করা যেতে পারে, যার ফলে সম্পূর্ণ খাদ বৈশিষ্ট্যগুলি অর্জন করা যায়। মহাকাশ, স্বয়ংচালিত বা ভারী যন্ত্রপাতির কাঠামোগত অ্যাপ্লিকেশনের জন্য যেখানে উপাদান সার্টিফিকেশন এবং যান্ত্রিক বৈশিষ্ট্যগুলি গুরুত্বপূর্ণ, এটি একটি নিষ্পত্তিমূলক সুবিধা।
অতিরিক্তভাবে, বালি ঢালাই লোহার উপাদানগুলি - বিশেষত নমনীয় লোহা - চমৎকার যন্ত্র, কম্পন স্যাঁতসেঁতে এবং পরিধান প্রতিরোধের প্রদর্শন করে। এগুলি এমন বৈশিষ্ট্য যা উপাদানের অন্তর্নিহিত এবং বালি ঢালাই প্রক্রিয়ার মাধ্যমে সম্পূর্ণরূপে অ্যাক্সেসযোগ্য, ছিদ্রতা সীমাবদ্ধতা ছাড়াই যা ডাই কাস্টিং অ্যাপ্লিকেশনকে বাধা দেয়।
নতুন যন্ত্রাংশের জন্য লিড টাইম: বালি ঢালাই প্রাথমিক পর্যায়ে আপনার অংশগুলিকে দ্রুততর করে তোলে৷
যখন একটি নতুন অংশ দ্রুত প্রয়োজন হয়-প্রটোটাইপ মূল্যায়ন, জরুরী প্রতিস্থাপন, বা পাইলট উৎপাদনের জন্যই হোক-বালি ঢালাইয়ের লিড টাইম সুবিধা যথেষ্ট। যেহেতু বালি ঢালাইয়ের ধরণগুলি সহজ এবং দ্রুত উত্পাদন করা হয়, তাই একটি প্রথম নিবন্ধ ঢালাই প্রায়ই বিতরণ করা যেতে পারে 2 থেকে 6 সপ্তাহ নকশা চূড়ান্তকরণ থেকে। কুইক-টার্ন বালি ঢালাইয়ে বিশেষায়িত কিছু ফাউন্ড্রি প্রোটোটাইপ কাস্টিং দিতে পারে যতটা কম 5 থেকে 10 ব্যবসায়িক দিন .
ডাই কাস্টিংয়ের তুলনায়, যেখানে একক উত্পাদন অংশ তৈরি করার আগে শুধুমাত্র টুলিং করতে 8 থেকে 16 সপ্তাহ সময় লাগে, নতুন পণ্য বিকাশের সময় বালি ঢালাই টাইমলাইন সুবিধা প্রচুর। আক্রমণাত্মক লঞ্চের সময়সূচীতে কোম্পানিগুলির জন্য, বা রক্ষণাবেক্ষণের পরিস্থিতিতে যেখানে একটি গুরুত্বপূর্ণ উপাদান দ্রুত প্রতিস্থাপনের প্রয়োজন হয়, এই পার্থক্যটি সরাসরি কম ডাউনটাইম, দ্রুত সময়ে-বাজারে এবং কম প্রোগ্রাম ঝুঁকিতে অনুবাদ করতে পারে।
এটি বালি ঢালাইকে বার্ধক্যের যন্ত্রপাতি বা লিগ্যাসি সরঞ্জামগুলিতে প্রতিস্থাপনের যন্ত্রাংশের জন্য আদর্শ পছন্দ করে তোলে যেখানে কোনও বিদ্যমান টুলিং অবশিষ্ট নেই। যখন একটি 30 বছর বয়সী শিল্প প্রেসের একটি প্রতিস্থাপন লোহার আবাসনের প্রয়োজন হয় যা মূলত একটি কোম্পানির দ্বারা তৈরি করা হয়েছিল যেটি আর বিদ্যমান নেই, তখন বালি ঢালাই একটি ইঞ্জিনিয়ারিং অঙ্কন বা একটি শারীরিক নমুনা থেকে একটি নতুন প্যাটার্ন তৈরি করতে দেয় এবং যুক্তিসঙ্গত খরচে অংশটি পুনরুত্পাদন করতে দেয়৷ একটি একক প্রতিস্থাপন অংশের জন্য একটি ডাই কাস্টিং ডাই পুনরায় তৈরি করা অর্থনৈতিকভাবে অযৌক্তিক হবে।
নির্দিষ্ট শিল্প যেখানে বালি ঢালাই ডাই কাস্টিংকে ছাড়িয়ে যায়
কোন শিল্পগুলি ডাই ঢালাইয়ের উপর বালি ঢালাইয়ের উপর নির্ভর করে তা বোঝা বাস্তব-বিশ্বের সুবিধাগুলি কোথায় কেন্দ্রীভূত হয় তা স্পষ্ট করতে সহায়তা করে৷ এই সেক্টরগুলি ধারাবাহিকভাবে বালি ঢালাই বেছে নেয় কারণ তাদের প্রযুক্তিগত এবং বাণিজ্যিক প্রয়োজনীয়তাগুলি প্রক্রিয়াটি সর্বোত্তম কাজ করে তার সাথে সারিবদ্ধ।
তেল ও গ্যাসের সরঞ্জাম
ভালভ বডি, পাম্প ক্যাসিং, ম্যানিফোল্ড এবং ওয়েলহেডের উপাদানগুলির জন্য ইস্পাত বা নমনীয় লোহার প্রয়োজন, চরম চাপ সামলাতে হবে এবং নির্দিষ্ট অ্যাপ্লিকেশনের জন্য প্রায়শই কম ভলিউমে উত্পাদিত হয়। বালি ঢালাই উপাদানের সামঞ্জস্য, অভ্যন্তরীণ জ্যামিতি ক্ষমতা, এবং যান্ত্রিক অখণ্ডতা এই অ্যাপ্লিকেশনগুলির চাহিদা প্রদান করে। ডাই কাস্টিং এখানে প্রতিযোগিতা করতে পারে না।
খনির এবং ভারী যন্ত্রপাতি
ক্রাশার চোয়াল, বালতি দাঁত, পরিধানের প্লেট এবং খনির যন্ত্রপাতির কাঠামোগত উপাদানগুলি ম্যাঙ্গানিজ ইস্পাত, ক্রোম আয়রন এবং অন্যান্য শক্ত লৌহঘটিত অ্যালো থেকে তৈরি হয় যা ডাই কাস্টিং প্রক্রিয়া করতে পারে না। এই সেক্টরের অংশগুলি নিয়মিতভাবে শত শত পাউন্ড ওজনের - যে কোনও ডাই কাস্টিং মেশিনের ক্ষমতার বাইরে। বালি ঢালাই একমাত্র কার্যকর উত্পাদন পথ।
পাওয়ার জেনারেশন
বিদ্যুৎ কেন্দ্র এবং শিল্প টারবাইনের জন্য স্টেইনলেস স্টীল বা নিকেল অ্যালয় থেকে তৈরি টারবাইন হাউজিং, ইমপেলার ক্যাসিং এবং জেনারেটরের শেষ ঘণ্টা সর্বজনীনভাবে বালি ঢালাই করা হয়। উপাদানের প্রয়োজনীয়তা, অংশের আকার, এবং কম বার্ষিক উৎপাদন ভলিউমের সমন্বয় এই অ্যাপ্লিকেশনগুলির জন্য অর্থনৈতিক এবং প্রযুক্তিগতভাবে ডাই কাস্টিংকে অসম্ভব করে তোলে।
মহাকাশ এবং প্রতিরক্ষা প্রোটোটাইপিং
এমনকি এমন একটি সেক্টরে যেখানে নির্ভুলতা সর্বাপেক্ষা গুরুত্বপূর্ণ, বালি ঢালাই ব্যাপকভাবে প্রোটোটাইপ বিকাশ এবং কম-আয়তনের কাঠামোগত অংশগুলির জন্য ব্যবহৃত হয়। দ্রুত পুনরাবৃত্ত করার ক্ষমতা, মহাকাশ ধাতু ব্যবহার করে, এবং সম্পূর্ণরূপে তাপ-চিকিত্সা করা যায় এবং যান্ত্রিকভাবে পরীক্ষা করা যায় এমন অংশগুলি তৈরি করার ক্ষমতা আরও ব্যয়বহুল উত্পাদন প্রক্রিয়াগুলিতে প্রতিশ্রুতিবদ্ধ হওয়ার আগে মহাকাশ ঢালাই প্রোগ্রামগুলিতে বালি ঢালাইকে একটি আদর্শ হাতিয়ার করে তোলে।
সামুদ্রিক এবং জাহাজ নির্মাণ
জাহাজের প্রপেলার, রুডার ফ্রেম এবং সামুদ্রিক জাহাজের কাঠামোগত উপাদানগুলি প্রায়শই বিশাল এবং জারা-প্রতিরোধী ব্রোঞ্জ, নিকেল-অ্যালুমিনিয়াম ব্রোঞ্জ বা স্টেইনলেস স্টিল দিয়ে তৈরি। বালি ঢালাই একমাত্র প্রক্রিয়া যা এই প্রয়োজনীয়তাগুলি পরিচালনা করতে পারে এবং এটি বহু শতাব্দী ধরে সামুদ্রিক উপাদান উত্পাদনের জন্য আদর্শ পদ্ধতি।
যখন ডাই কাস্টিং আসলেই বেটার চয়েস
একটি সম্পূর্ণ উত্তরের জন্য স্বীকার করা প্রয়োজন যেখানে ডাই কাস্টিং প্রকৃতপক্ষে জয়ী হয়৷ তিনটি সুসংজ্ঞায়িত পরিস্থিতিতে ডাই কাস্টিং বালি ঢালাইয়ের চেয়ে উচ্চতর:
- ছোট অ লৌহঘটিত অংশের উচ্চ-ভলিউম উত্পাদন: প্রতি বছর কয়েক হাজার অ্যালুমিনিয়াম, দস্তা বা ম্যাগনেসিয়াম যন্ত্রাংশ উৎপাদন করার সময়, ডাই কাস্টিং-এর প্রতি-ইউনিট অর্থনীতি অপরাজেয়। স্বয়ংচালিত দরজার হ্যান্ডলগুলি, ইলেকট্রনিক ঘের এবং ছোট যন্ত্রপাতি হাউজিংগুলি ক্লাসিক উদাহরণ।
- সারফেস ফিনিস এবং মাত্রিক সামঞ্জস্য: ডাই কাস্টিং 32-63 Ra মাইক্রোইঞ্চের পৃষ্ঠের সমাপ্তি সহ নেট-আকৃতি বা কাছাকাছি-নেট-আকৃতির অংশ তৈরি করে এবং মাত্রিক সহনশীলতা তৈরি করে যার জন্য প্রায়শই কোনও পোস্ট-মেশিনিংয়ের প্রয়োজন হয় না। বালি ঢালাই সাধারণত রুক্ষ পৃষ্ঠ (125-500 Ra microinches) তৈরি করে এবং শক্ত সহনশীলতা আঘাত করার জন্য আরও যন্ত্রের প্রয়োজন হয়।
- পাতলা প্রাচীর লাইটওয়েট কাঠামো: যখন ডিজাইনের জন্য 3 মিমি নীচের দেয়াল প্রয়োজন যার এখনও কাঠামোগত অখণ্ডতা প্রয়োজন, ডাই কাস্টিংয়ের উচ্চ-চাপ ইনজেকশন সম্পূর্ণ পূরণ নিশ্চিত করে। মাধ্যাকর্ষণ-পুষ্ট বালি ঢালাই অত্যন্ত পাতলা অংশগুলিকে নির্ভরযোগ্যভাবে পূরণ করতে সংগ্রাম করতে পারে।
এই সুবিধাগুলি স্বীকার করা তুলনাকে সৎ করে তোলে। ডাই কাস্টিং একটি নিম্নমানের প্রক্রিয়া নয় - এটি একটি নির্দিষ্ট শর্তের জন্য অপ্টিমাইজ করা একটি প্রক্রিয়া। যখন এই শর্তগুলি পূরণ করা হয় না, বালি ঢালাই হল বেশিরভাগ অবশিষ্ট পরিস্থিতিতে ভাল উত্তর।
পরিবেশগত এবং অপারেশনাল বিবেচনা
বালি ঢালাইয়ের একটি প্রায়শই উপেক্ষিত টেকসই সুবিধা রয়েছে: বালি পুনর্ব্যবহারযোগ্য। আধুনিক ঢালাই পুনরুদ্ধার এবং পুনরায় ব্যবহার তাদের ছাঁচনির্মাণ বালির 90% বা তার বেশি তাপ বা যান্ত্রিক পুনরুদ্ধার সিস্টেমের মাধ্যমে। যদিও ডাই কাস্টিং একইভাবে ব্যয়যোগ্য টুলিং উপকরণ ব্যবহার করে না, ডাই কাস্টিং মেশিনগুলি - বড় হাইড্রোলিক প্রেস, তাপমাত্রা-নিয়ন্ত্রিত ডাইস, এবং উচ্চ-চাপ ইনজেকশন সিস্টেমগুলি বজায় রাখার শক্তির তীব্রতা যথেষ্ট।
ডাই কাস্টিংয়ে স্ক্র্যাপের হারও একটি কারণ। যেহেতু ডাইতে ইনজেকশন দেওয়া ধাতু রানার, ওভারফ্লো এবং বিস্কুট (শট স্লিভ থেকে ধাতব ডিস্ক) পূরণ করে, তাই ডাই কাস্টিং স্ক্র্যাপ রেট চলতে পারে মোট ব্যবহৃত ধাতুর 20-40% একটি সাধারণ অংশে, যদিও এর বেশিরভাগই পুনর্ব্যবহারযোগ্য। বালি ঢালাই স্ক্র্যাপ রেট, বিশেষ করে লোহার জন্য, অংশের আকার বড় হলে বিতরণ করা ধাতুর প্রতি একক পরম শর্তে প্রায়ই কম হয়।
একটি অপারেশনাল পদচিহ্নের দৃষ্টিকোণ থেকে, বালি ঢালাই ফাউন্ড্রিগুলি বিশ্বব্যাপী আরও ভৌগলিক অবস্থানে অ্যাক্সেসযোগ্য। ডাই কাস্টিং এর জন্য ডাই ম্যানুফ্যাকচার এবং বড় কাস্টিং মেশিনের জন্য নির্ভুল মেশিন টুলস প্রয়োজন যা উল্লেখযোগ্য মূলধন বিনিয়োগের প্রতিনিধিত্ব করে। উন্নয়নশীল বাজারের নির্মাতাদের জন্য, বা আঞ্চলিক সাপ্লাই চেইন সোর্সিংয়ের জন্য, বালি ঢালাই ফাউন্ড্রি ক্ষমতা অনেক বেশি ব্যাপকভাবে উপলব্ধ, যা লজিস্টিক খরচ এবং সরবরাহ চেইন ঝুঁকি হ্রাস করে।
সারাংশ: ডাই কাস্টিং ওভার বালি কাস্টিং নির্বাচন করা
ডাই ঢালাইয়ের চেয়ে বালি ঢালাই ভাল কিনা এই প্রশ্নের একটি একক সার্বজনীন উত্তর নেই-কিন্তু শিল্প ও প্রকৌশল অনুশীলনে বেশিরভাগ ঢালাই অ্যাপ্লিকেশনের জন্য এটির একটি স্পষ্ট উত্তর রয়েছে। বালি ঢালাই ভাল পছন্দ যখন:
- সাধারণত অংশের আকারের জন্য উৎপাদনের পরিমাণ প্রতি বছর 10,000-25,000 অংশের নিচে
- প্রয়োজনীয় উপাদান লোহা, ইস্পাত, স্টেইনলেস স্টীল, তামার খাদ, বা কোনো লৌহঘটিত ধাতু
- অংশের আকার বা ওজন ডাই কাস্টিং মেশিনগুলি শারীরিকভাবে মিটমাট করতে পারে তার চেয়ে বেশি
- ডিজাইনের পুনরাবৃত্তির সম্ভাবনা রয়েছে এবং টুলিং পরিবর্তনের খরচ অবশ্যই কম রাখা উচিত
- অভ্যন্তরীণ জ্যামিতি, কোর বা জটিল প্যাসেজ প্রয়োজন
- সম্পূর্ণ যান্ত্রিক বৈশিষ্ট্যের জন্য চূড়ান্ত ঢালাইয়ের তাপ চিকিত্সা প্রয়োজন
- প্রথম নিবন্ধ বা প্রোটোটাইপ দ্রুত বিতরণ একটি অগ্রাধিকার
- উত্তরাধিকার বা কাস্টম সরঞ্জামগুলির জন্য প্রতিস্থাপনের অংশগুলি পুনরুত্পাদন করা দরকার
ডাই কাস্টিং উচ্চ-ভলিউম ভোক্তা এবং স্বয়ংচালিত উত্পাদনে তার স্থান অর্জন করে যেখানে অ্যালুমিনিয়াম এবং জিঙ্ক যন্ত্রাংশগুলি গতিতে উত্পাদন করা প্রয়োজন, চমৎকার পৃষ্ঠের ফিনিস সহ, সর্বনিম্ন প্রতি ইউনিট খরচে। কিন্তু বালি ঢালাই প্রকৌশল প্রয়োজনের অনেক বিস্তৃত পরিসরকে কভার করে, বিভিন্ন ধরণের উপকরণ পরিচালনা করে, একক প্রোটোটাইপ থেকে হাজার হাজার অংশে স্কেল করে এবং এমন পরিস্থিতিতে যেখানে ডাই কাস্টিং এর অর্থনীতি কাজ করে না সেখানে সাশ্রয়ী থাকে। ঢালাই প্রক্রিয়ার বিকল্পগুলি মূল্যায়নকারী যেকোন প্রকৌশলী বা সংগ্রহকারী পেশাদারের জন্য, বালি ঢালাই একটি সূচনা বিন্দু হওয়া উচিত—এবং ন্যায্যতার বোঝা এটি থেকে দূরে সরে যাওয়া উচিত, এটি বেছে নেওয়ার উপর নয়৷